
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano



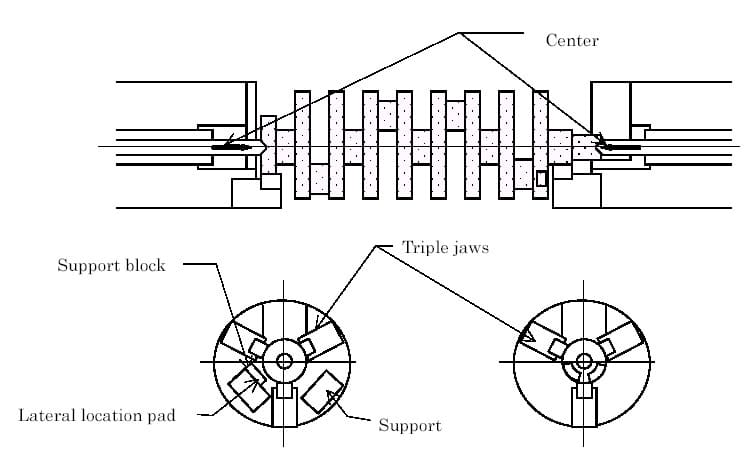






KOMATSU GPM 200F2-3 CNC krank mili işleme merkezi 2002 yılında Japonya’da üretilmiştir. Makine, maksimum 700 m uzunluğundaki krank millerini işlemek için kullanılır. Çapraz kızak, bir AC (alternatif akım) aktüatör vasıtasıyla yatak kılavuzları üzerinde uzunlamasına hareket eder. Kol, yatağa kalıcı olarak vidalanmış olan çalışma kafasına monte edilmiştir. Ayna, 80 kN’lik bir sıkıştırma kuvvetiyle hareket eden dökme çelik bir muhafaza içinde merkezleyici bir üçlü çeneye sahiptir. Takım tezgahı altı eksende (X1, X2, Y1, Y2, Z1, Z2) +/- 172,5 mm (X1 ve X2 eksenleri için), +/- 95 mm (Y1 ve Y2 eksenleri için) ve +/- 450 mm (Z1 ve Z2 eksenleri için) maksimum ilerleme ile çalışır. Eksenler, frenli bir SIEMENS 1FT6 aktüatöre sahiptir Absolute ve bir SIEMENS Sinumerik 840D CNC kontrolörü tarafından bilgisayar kontrollüdür. X, Y, Z eksenlerindeki hızlı ilerlemeler sırasıyla 12040 mm/dak, 6700 mm/dak ve 14400 mm/dak’dır. Makine milleri 188 rpm’de dönmektedir. Takım tezgahı ayrıca titreşimleri önleyen ve işleme sırasında dengeli işleme sağlayan bir iş parçası desteğine sahiptir. GPM 200F2-3 işleme merkezi 26.000 kg ağırlığındadır.
KOMATSU GPM 200F2-3 krank milleri için makinenin teknik verileri
– CNC kontrol: SIEMENS Sinumerik 840D
– kontrol edilen eksen sayısı: 6
– maksimum detay uzunluğu: 700 mm
– minimum eksantrik çapı: 210 mm
– ana muylunun minimum çapı: ƒ50 mm
– ayna merkezinin yüksekliği: 1280 mm
– eksenlerde maksimum ilerleme:
X1: +/- 172,5 mm (takım merkezi 95 mm)
X2: +/- 172,5 mm (takım merkezi 95 mm)
Y1: +/- 95 mm
Y2: +/- 95 mm
Z1: +/- 450 mm
Z2: +/- 450 mm
– eksenlerde maksimum hızlı ilerleme:
X: 12040 mm/dak
Y: 6700 mm/dak
Z: 14400 mm/dak
– X, Y, Z eksen aktüatörü: SIEMENS 1FT6 frenli Absolute
– iğ sayısı: 2
– iş mili motor gücü: 37 kw
– iş mili hızı: 188 rpm
– kesme hızı 142 m/dak
– takım çapı: 240 mm
– iş parçası sabit
– iş parçası kafası (2 adet)
– hidrolik ünite tank kapasitesi: 100 l
– gerilim: alternatif akım, 3 fazlı, 380V +/- 10%, 50Hz +/- 1Hz
– makine yüksekliği: 2950 mm
– GPM 200F2-3 makinesinin toplam ağırlığı: 26 t
KOMATSU GPM 200F2-3’te bir iş parçasını işleme süreci
1. İş parçası yüklenir,
2. Aynalar kenetlenir,
3. Z1 ve Z2 eksenleri hareket ediyor,
4. Araçlar yüzey üzerinde hareket ediyor (X1, X2 ve Y1, Y2 eksenleri),
5. Desteğin serbest bırakılması,
6. Z1 Z2 eksenleri dinlenme konumuna hareket eder,
7. Aynanın serbest bırakılması,
8. İş parçasının boşaltılması.