
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano










MARPOSS M110 krank milleri için ölçüm cihazı 2002 yılında İtalya’da MARPOSS S.p.A. tarafından üretilmiştir. Makine, SDI 4 silindirli motor şaftlarını ölçmek için tasarlanmıştır. Bir SIEMENS S7-300 PLC kontrolörü, 10 parça kapasiteli reddedilen parçalar için bir kanal ve reddedilen parçaları paletlerden alıp reddetme kanalına bırakan bir mekik konveyörü ile donatılmıştır.
MARPOSS M110 ölçüm cihazı, motor krank milleri üzerinde aşağıdaki kontrolleri gerçekleştirir:
- ana muyluların üç bölümündeki çapların ölçümü
- bir flanşın 1 enine kesitinde ölçüm
- gövde çapının 3 bölümde ölçülmesi
- ana muyluların eşmerkezliliğinin ölçülmesi
- 28’inci çap sapının eşmerkezliliğinin ölçülmesi
- şaft çapının eşmerkezliliğinin ölçülmesi 29
- flanş eşmerkezlilik ölçümü
- büyük dergilerin eşmerkezliliğinin ölçülmesi
- ana jurnallerin silindirikliğinin ölçülmesi
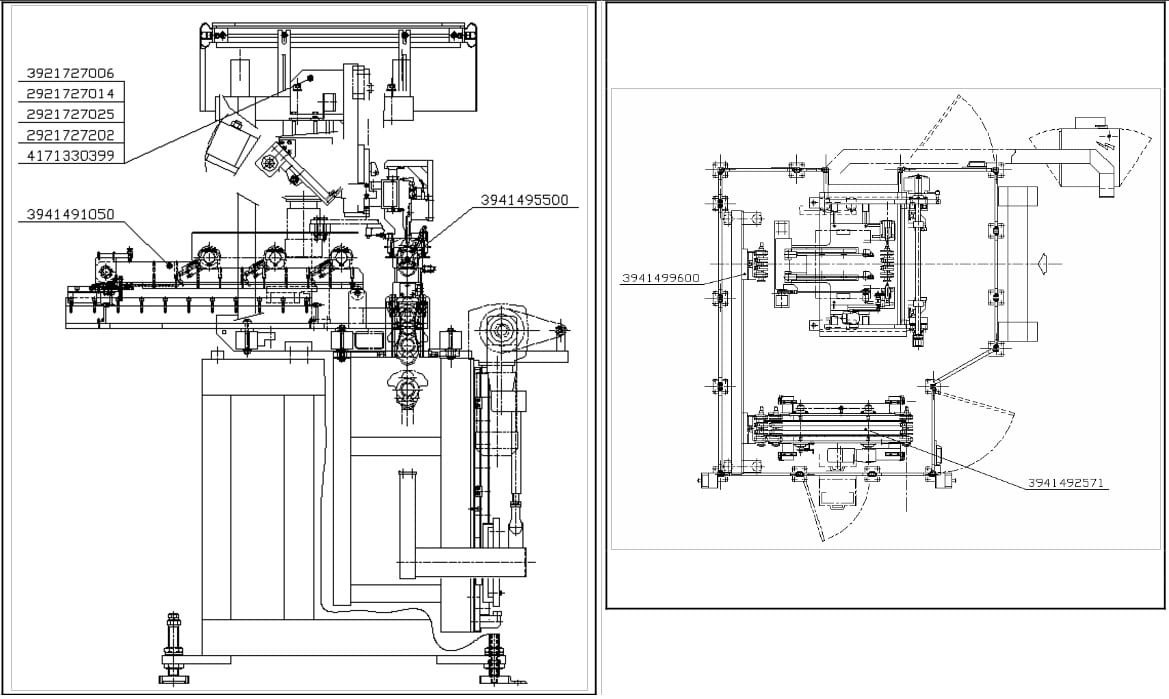
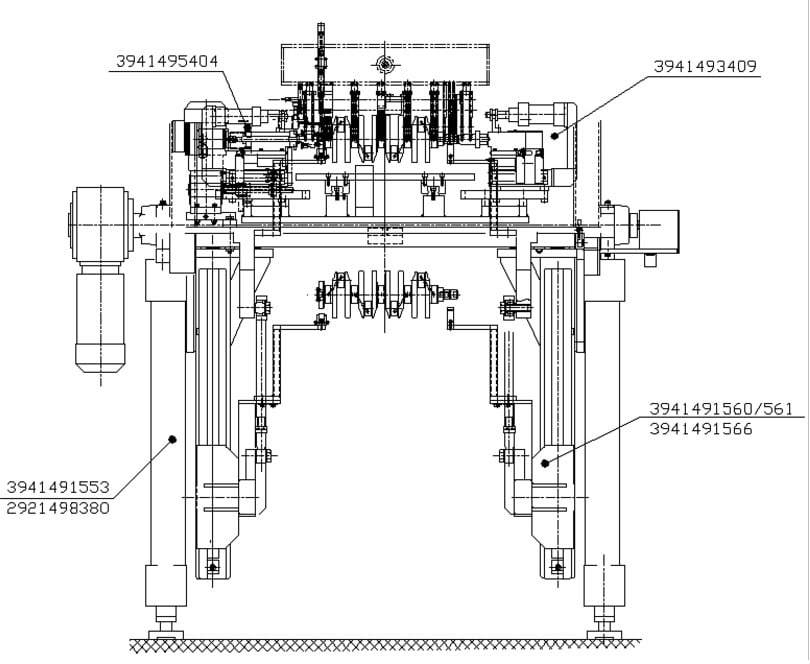
M110 makinesinde iş parçası ölçüm döngüsü
Ölçümler dinamik bir yöntem kullanılarak elde edilir. Bir prestop, paleti iş parçasıyla birlikte ölçüm istasyonunun altına kilitler ve ardından asansör ölçüm için motor milini yükseltir. Volan tarafındaki ilk krank pimine etki eden ve her zaman aşağıya (içeri ve dışarı) bakan iki kılavuz, açısal yönünü düzeltir ve çekme delikleri piminin hizalanmasını garanti eder.
Gevşek bıçak ve motorlu bıçak aynı anda kapanarak iş parçasını kaldırıcının “V” sinden kaldırır. Motorlu bıçağa yerleştirilen pimler, dönme sırasında düzgün bir şekilde çekmek için iş parçası üzerindeki ilgili deliklere girer. Ölçüm istasyonunun dişli motoru, ölçüm hücrelerini dönmeye ayarlanmış olan iş parçasına aktarır.
İş parçasının, aparatın mekanik ayarı için gerekli olan yarım dönüşünden sonra ölçümler alınır. Başka bir dönüş, iş parçasını yüklendiği zamanki aynı yöne döndürür. Ölçüm hücreleri tekrar yükselir; iş parçasından serbest bırakıldıklarında, bıçak ve karşı bıçak sırayla açılır. İş parçası tekrar asansörün “V” sine düşer ve bu da onu aşağıdaki palete geri aktarır.
Eğer iş parçası iyi durumdaysa, hat boyunca devam eder. Öte yandan, mil kusurlu olarak sınıflandırılırsa, mandrel palete geri yerleştirilir, ancak ölçüm ekseninden 1300 mm sonra bir prestop tarafından durdurulur.
Bu noktada mekik, pnömatik bir silindir (mandrel ve flanş) vasıtasıyla motor milini alır, paletten kaldırır ve dişli bir motor vasıtasıyla ayırma kanalının “V” referansına taşınır. Ayırma kanalının dişli motoru daha sonra motor milini alan ve doldurulana kadar ayırma kanalının sabit “V” sinin 1. istasyonuna taşıyan “V” yi harekete geçirir.
MARPOSS M110 krank mili ölçüm cihazının teknik verileri
- PLC kontrolörü: SIEMENS S7-300
- elektronik ölçüm cihazı: Marposs E9066
- ölçüm bitlerinin sayısı: 44
- toplam ölçüm sayısı: 38
- iş parçası döngü süresi: 22 saniye
- temizleme ve kalibrasyon döngü süresi: 42 saniye
- kusurlu iş parçalarını boşaltma süresi: 29 saniye
- tahrik tipi: elektromekanik ve pnömatik
- reddedilen iş parçaları için kanal kapasitesi: 10 adet
- hava şartlandırıcı: RITTAL SK3203-100
- çalışma basıncı: 0,45 MPa
- güvenlik basıncı: 0,40 MPa
- besleme gerilimi: 24 Vdc
- ortalama hava tüketimi: 6 Nm3/h
- besleme gerilimi: 380Vac üç fazlı
- frekans: 50 Hz
- maksimum güç tüketimi: 5 KVA
- nominal akım: 7,5 A
- MARPOSS M110 makine boyutları (U x G x Y): 4400 x 3850 x 2600 mm
- makine ağırlığı: 3500 kg