
 English
English Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe


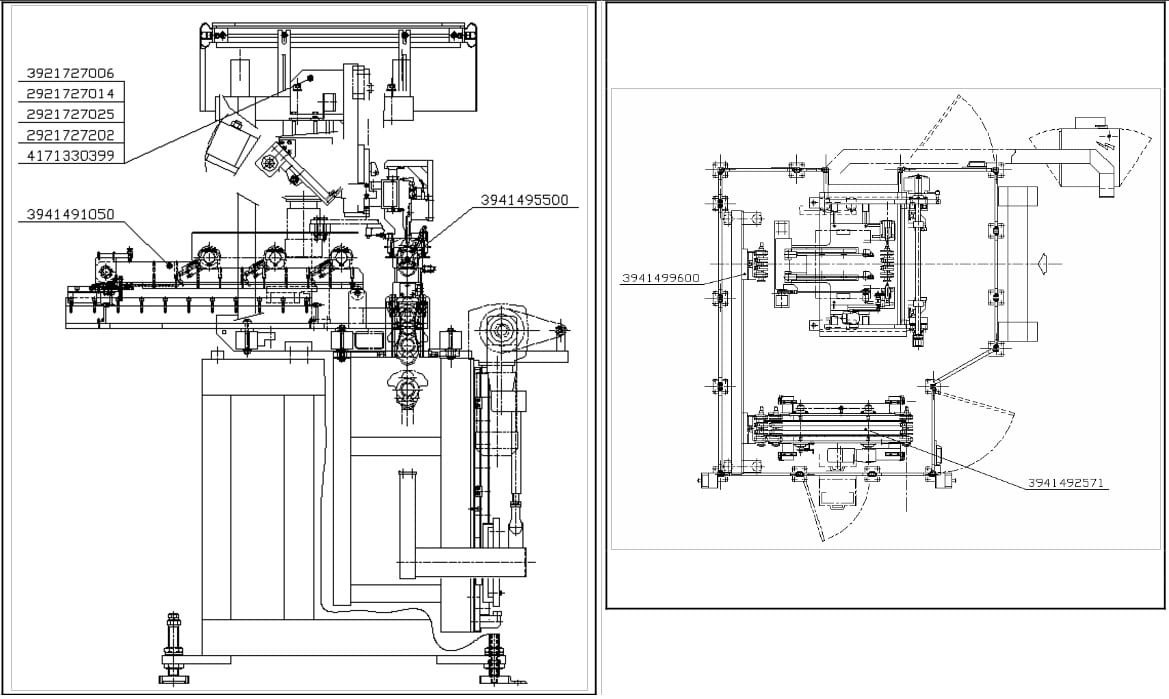






Měřící stroj pro klikové hřídele MARPOSS M110 byl vyroben v roce 2002 společností MARPOSS S.p.A. v Itálii. Stroj je určen k měření hřídelí čtyřválcových motorů SDI. Je vybaven řídicí jednotkou PLC SIEMENS S7-300, kanálem pro vyřazené díly s kapacitou 10 kusů a kyvadlovým dopravníkem, který odebírá vyřazené díly z palet a ukládá je do vyřazovacího kanálu.
Měřící stroj MARPOSS M110 provádí následující kontroly klikových hřídelí motorů:
- měření průměrů ve třech sekcích hlavních čepů
- měření v 1 průřezu příruby
- měření průměru dříku ve 3 řezech
- měření soustřednosti hlavních čepů
- měření soustřednosti 28. průměru dříku
- měření soustřednosti průměru dříku 29
- měření soustřednosti příruby
- měření soustřednosti hlavních čepů
- měření válcovitosti hlavních čepů
Cyklus měření obrobku na stroji M110
Měření se provádí dynamickou metodou. Jedním prestopem se paleta s obrobkem uzamkne pod měřicí stanicí a poté se výtahem zvedne hřídel motoru pro měření. Dvě vodítka, která působí na první klikový čep na straně setrvačníku, směřující vždy dolů (dovnitř a ven), korigují jeho úhlovou orientaci, čímž zaručují vyrovnání vlečných otvorů-čepů.
Volná lopatka a motorizovaná lopatka se zavírají současně a zvedají obrobek z „V“ zvedáku. Kolíky umístěné na motorizovaném noži vstupují do odpovídajících otvorů na obrobku, aby jej při otáčení řádně protáhly. Převodový motor měřicí stanice přenáší měřicí buňky na obrobek, který je nastaven do rotace.
Po poloviční rotaci obrobku, která je nezbytná pro mechanické nastavení přístroje, se provede měření. Dalším otočením se obrobek vrátí do stejné orientace, v jaké byl vložen. Měřicí buňky se opět zvednou; po jejich uvolnění z obrobku se střídavě otevírají lopatka a protilehlá lopatka. Obrobek opět spadne na „V“ výtahu, který jej přenese zpět na paletu pod ním.
Pokud je obrobek v pořádku, pokračuje dále po lince. Pokud je naopak hřídel klasifikován jako vadný, trn se umístí zpět na paletu, ale je zastaven předstopem 1300 mm za měřicí osou.
V tomto okamžiku kyvadlová doprava zvedne hřídel motoru pomocí pneumatického válce (trn a příruba), zvedne jej z palety a pomocí převodového motoru je dopraven do „V“ reference vyřazovacího kanálu. Převodový motor vyřazovacího kanálu pak pohání „V“, které zvedne hřídel motoru a dopraví ji do 1. stanice pevného „V“ vyřazovacího kanálu, dokud není naplněna.
Technická data měřicího stroje pro klikové hřídele MARPOSS M110
- Řídicí jednotka PLC: SIEMENS S7-300
- elektronický měřicí přístroj: Marposs E9066
- počet měřicích bitů: 44
- celkový počet měření: 38
- doba cyklu obrobku: 22 sekund
- doba čisticího a kalibračního cyklu: 22 min: 42 sekund
- doba vykládání vadných obrobků: 29 sekund
- typ pohonu: elektromechanický a pneumatický
- kapacita kanálu pro vyřazené obrobky: 10 ks: kapacita pro obrobky: 10 ks
- klimatizační jednotka: RITTAL SK3203-100
- pracovní tlak: 0,45 MPa
- bezpečnostní tlak: 0,40 MPa
- napájecí napětí: 24 Vdc
- průměrná spotřeba vzduchu: 6 Nm3/h
- napájecí napětí: 380 Vac třífázové
- frekvence: 50 Hz
- maximální spotřeba energie: 5 KVA
- jmenovitý proud: 7,5 A
- Rozměry stroje MARPOSS M110 (d x š x v): 4400 x 3850 x 2600 mm.
- hmotnost stroje: 3500 kg