
 English
English Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe









CNC obráběcí centrum pro klikové hřídele KOMATSU GPM 200F2-3 bylo vyrobeno v roce 2002 v Japonsku. Stroj je určen k obrábění klikových hřídelí o maximální délce 700 mm. Příčné saně se pohybují podélně na vodících lůžka pomocí AC (střídavého) pohonu. Pracovní hlava, na které je nasazena rukojeť, je trvale přišroubována k lůžku. Sklíčidlo má středící trojčelist v pouzdře z ocelolitiny, která působí upínací silou 80 kN. Stabilní opěra stroje zabraňuje vibracím a umožňuje tak stabilní obrábění při řezání obrobku. Frézka klikového hřídele má šest os (X1, X2, Y1, Y2, Z1, Z2) s maximálními posuvy +/- 172,5 mm (pro osy X1 a X2), +/- 95 mm (pro osy Y1 a Y2) a + /- 450 mm (pro osy Z1 a Z2). Osy mají akční člen SIEMENS 1FT6 s brzdou Absolute a jsou řízeny počítačem CNC řídicím systémem SIEMENS Sinumerik 840D. Rychloposuvy v osách X, Y, Z jsou 12040 mm/min, 6700 mm/min a 14400 mm/min. Vřetena stroje se otáčejí rychlostí 188 ot./min. Obráběcí centrum GPM 200F2-3 váží 26 000 kg.
Specifikace CNC frézky na klikové hřídele KOMATSU GPM 200F2-3
– CNC řízení: SIEMENS Sinumerik 840D
– počet řízených os: 6
– maximální délka detailu: 700 mm
– minimální průměr excentru: 210 mm
– minimální průměr hlavního čepu: ƒ50 mm
– výška středu sklíčidla: 1280 mm
– maximální posuv v osách:
X1: +/- 172,5 mm (nástrojový kel 95 mm)
X2: +/- 172,5 mm (nástrojový kel 95 mm)
Y1: +/- 95 mm
Y2: +/- 95 mm
Z1: +/- 450 mm
Z2: +/- 450 mm
– maximální rychlý posuv v osách:
X: 12040 mm/min
Y: 6700 mm/min
Z: 14400 mm/min
– Pohon osy X, Y, Z: SIEMENS 1FT6 s brzdou Absolute
– počet vřeten: 2
– výkon motoru vřetena: 37 kw
– otáčky vřetena: 188 ot./min
– řezná rychlost 142 m/min
– průměr nástroje: 240 mm
– obrobek stabilní
– hlava obrobku (2 ks)
– objem nádrže hydraulické jednotky: 100 l
– napětí: střídavý proud, 3-fázový, 380V +/- 10%, 50Hz +/- 1Hz
– výška stroje: 2950 mm
– celková hmotnost stroje GPM 200F2-3: 26 t
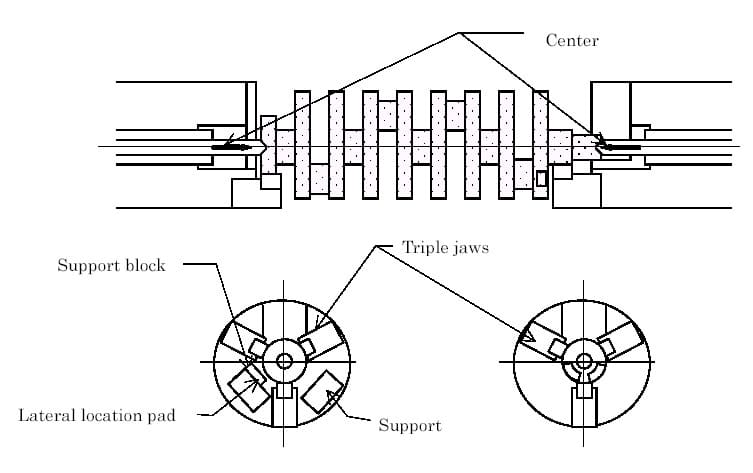
Upínací pohyby ve sklíčidle frézovacího centra klikového hřídele
1. Klikový hřídel je zatížen opěrnými zámky v držácích,
2. Tesáky se na obou stranách přibližují ke středové linii rukojeti,
3. Klikový hřídel je zatlačen na boční opěrnou podložku,
4. Provede se kontrola, zda je díl dobře slisován (kontrola usazení dílu),
5. Trojité čelisti se nakonec přiblíží a upnou díl s hlavním čepem a límcem.