
 English
English Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe



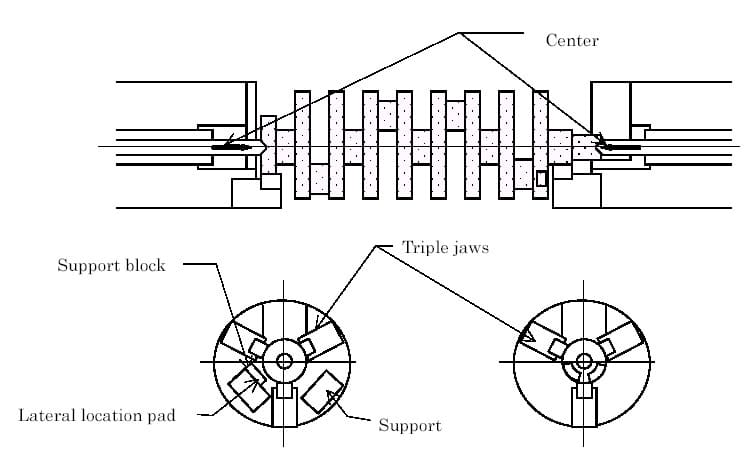






CNC obráběcí centrum pro klikové hřídele KOMATSU GPM 200F2-3 bylo vyrobeno v roce 2002 v Japonsku. Stroj slouží ke zpracování klikových hřídelí o maximální délce 700 m. Příčné saně se pohybují podélně na vodících lůžka pomocí AC (střídavého) pohonu. Rukojeť je namontována na pracovní hlavě, která je trvale přišroubována k lůžku. Sklíčidlo má středící trojčelist v pouzdře z ocelolitiny, která působí upínací silou 80 kN. Obráběcí stroj pracuje v šesti osách (X1, X2, Y1, Y2, Z1, Z2) s maximálními posuvy +/- 172,5 mm (pro osy X1 a X2), +/- 95 mm (pro osy Y1 a Y2) a +/- 450 mm (pro osy Z1 a Z2). Osy mají akční člen SIEMENS 1FT6 s brzdou Absolute a jsou řízeny počítačem CNC řídicím systémem SIEMENS Sinumerik 840D. Rychloposuvy v osách X, Y, Z jsou 12040 mm/min, 6700 mm/min a 14400 mm/min. Vřetena stroje se otáčejí rychlostí 188 ot./min. Obráběcí stroj má také podpěru obrobku, která zabraňuje vibracím a umožňuje stabilní obrábění při obrábění. Obráběcí centrum GPM 200F2-3 váží 26 000 kg.
Technická data stroje KOMATSU GPM 200F2-3 pro klikové hřídele
– CNC řízení: SIEMENS Sinumerik 840D
– počet řízených os: 6
– maximální délka detailu: 700 mm
– minimální průměr excentru: 210 mm
– minimální průměr hlavního čepu: ƒ50 mm
– výška středu sklíčidla: 1280 mm
– maximální posuv v osách:
X1: +/- 172,5 mm (nástrojový kel 95 mm)
X2: +/- 172,5 mm (nástrojový kel 95 mm)
Y1: +/- 95 mm
Y2: +/- 95 mm
Z1: +/- 450 mm
Z2: +/- 450 mm
– maximální rychlý posuv v osách:
X: 12040 mm/min
Y: 6700 mm/min
Z: 14400 mm/min
– Pohon osy X, Y, Z: SIEMENS 1FT6 s brzdou Absolute
– počet vřeten: 2
– výkon motoru vřetena: 37 kw
– otáčky vřetena: 188 ot./min
– řezná rychlost 142 m/min
– průměr nástroje: 240 mm
– obrobek stabilní
– hlava obrobku (2 ks)
– objem nádrže hydraulické jednotky: 100 l
– napětí: střídavý proud, 3-fázový, 380V +/- 10%, 50Hz +/- 1Hz
– výška stroje: 2950 mm
– celková hmotnost stroje GPM 200F2-3: 26 t
Proces obrábění obrobku v KOMATSU GPM 200F2-3
1. Obrobek je zatížen,
2. Sklíčidla jsou upnutá,
3. osy Z1 a Z2 se pohybují,
4. Nástroje se pohybují po povrchu (osy X1, X2 a Y1, Y2),
5. Uvolnění podpory,
6. Osy Z1 Z2 se přesunou do klidové polohy,
7. Uvolnění sklíčidla,
8. Vyložení obrobku.