
 English
English Čeština
Čeština Français
Français Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe


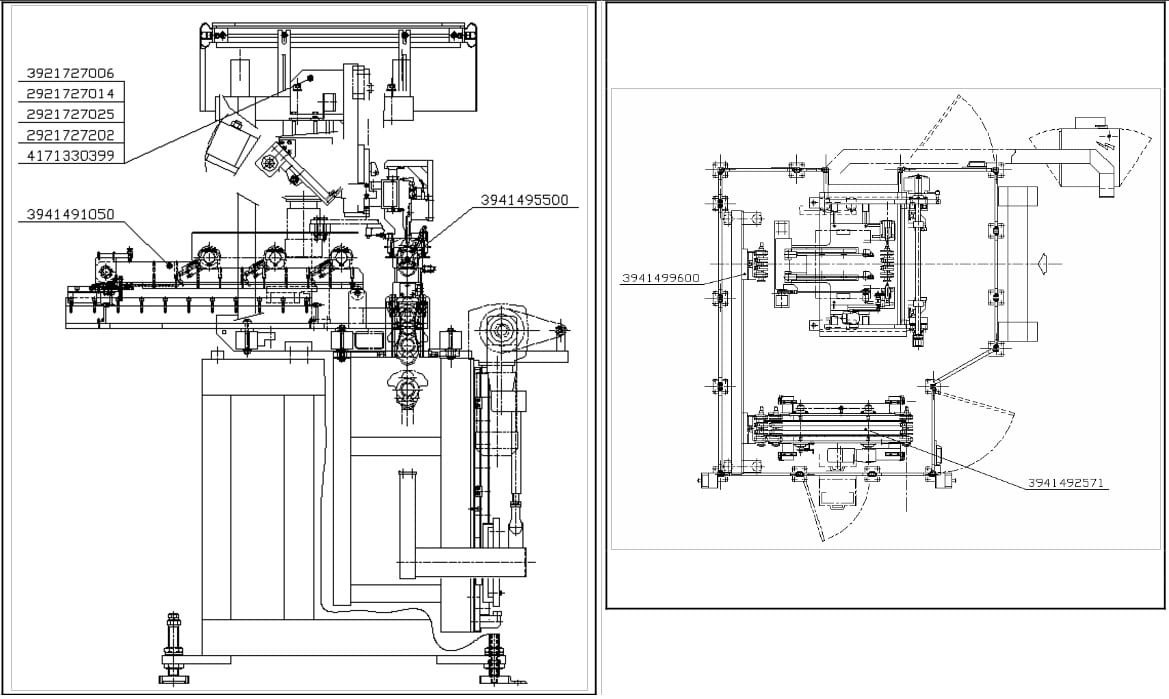






La máquina de medida para cigüeñales MARPOSS M110 fue fabricada en 2002 por MARPOSS S.p.A. en Italia. La máquina está diseñada para medir ejes de motores SDI de 4 cilindros. Está equipada con un controlador PLC SIEMENS S7-300, un canal para piezas rechazadas con capacidad para 10 piezas y un transportador de lanzadera que toma las piezas rechazadas de los palets y las deposita en el canal de rechazo.
La máquina de medida MARPOSS M110 realiza las siguientes comprobaciones en los cigüeñales de los motores
- medición de los diámetros en tres secciones de los muñones principales
- medición en 1 sección de una brida
- medición del diámetro del vástago en 3 secciones
- medición de la concentricidad de los muñones principales
- medición de la concentricidad del 28º diámetro del vástago
- medición de la concentricidad del diámetro del vástago 29
- medición de la concentricidad de la brida
- medición de la concentricidad de los muñones principales
- medición de la cilindricidad de los muñones principales
Ciclo de medida de la pieza en la máquina M110
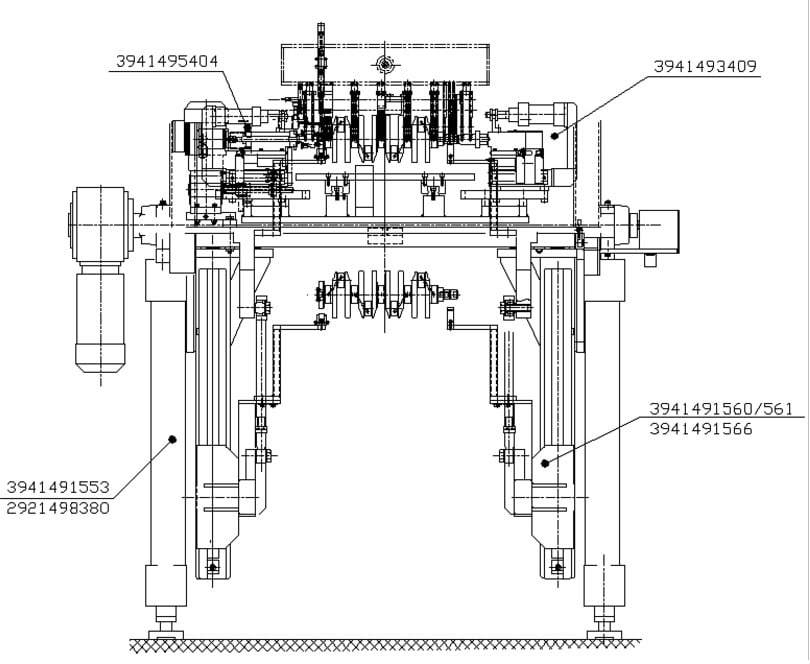
Las mediciones se obtienen mediante un método dinámico. Un prestop bloquea el palet con la pieza bajo la estación de medición y, a continuación, el elevador eleva el eje del motor para la medición. Dos guías, que actúan sobre la primera manivela del lado del volante, apuntando siempre hacia abajo (hacia dentro y hacia fuera), corrigen su orientación angular, garantizando la alineación de los agujeros de arrastre-manivela.
La hoja suelta y la hoja motorizada se cierran simultáneamente levantando la pieza de la «V» del elevador. Los pasadores colocados en la cuchilla motorizada entran en los orificios correspondientes de la pieza para arrastrarla correctamente durante la rotación. El motorreductor de la estación de medición transfiere las células de medición a la pieza, que se pone en rotación.
Tras una media rotación de la pieza, necesaria para el ajuste mecánico del aparato, se realizan las mediciones. Otra rotación devuelve la pieza con la misma orientación que cuando se cargó. Las células de medición vuelven a subir; cuando se sueltan de la pieza, la cuchilla y la contracuchilla se abren sucesivamente. La pieza vuelve a caer sobre la «V» del elevador, que la transfiere de nuevo a la paleta inferior.
Si la pieza es buena, continúa por la línea. Si, por el contrario, el eje se clasifica como defectuoso, el mandril vuelve a colocarse en el palet, pero se detiene mediante un prestop 1300 mm después del eje de medición.
En este punto, la lanzadera recoge el eje motor mediante un cilindro neumático (mandril y brida), lo levanta del palet y lo transporta mediante un motorreductor hasta la referencia «V» del canal de rechazo. A continuación, el motorreductor del canal de rechazos acciona la «V», que recoge el eje del motor y lo transporta a la 1ª estación de la «V» fija del canal de rechazos hasta su llenado.
Datos técnicos de la máquina de medida para cigüeñales MARPOSS M110
- Controlador PLC: SIEMENS S7-300
- instrumento electrónico de medición: Marposs E9066
- número de bits de medición: 44
- número total de mediciones: 38
- tiempo de ciclo de la pieza de trabajo: 22 segundos
- tiempo de ciclo de limpieza y calibración 42 segundos
- tiempo de descarga de piezas defectuosas: 29 segundos
- tipo de accionamiento: electromecánico y neumático
- capacidad del canal para piezas rechazadas 10 uds.
- acondicionador de aire: RITTAL SK3203-100
- presión de trabajo: 0,45 MPa
- presión de seguridad: 0,40 MPa
- tensión de alimentación: 24 Vdc
- consumo medio de aire: 6 Nm3/h
- tensión de alimentación: 380Vac trifásico
- frecuencia: 50 Hz
- consumo máximo de energía: 5 KVA
- corriente nominal: 7,5 A
- dimensiones de la máquina MARPOSS M110 (largo x ancho x alto): 4400 x 3850 x 2600 mm
- peso de la máquina: 3500 kg