
 English
English Čeština
Čeština Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe



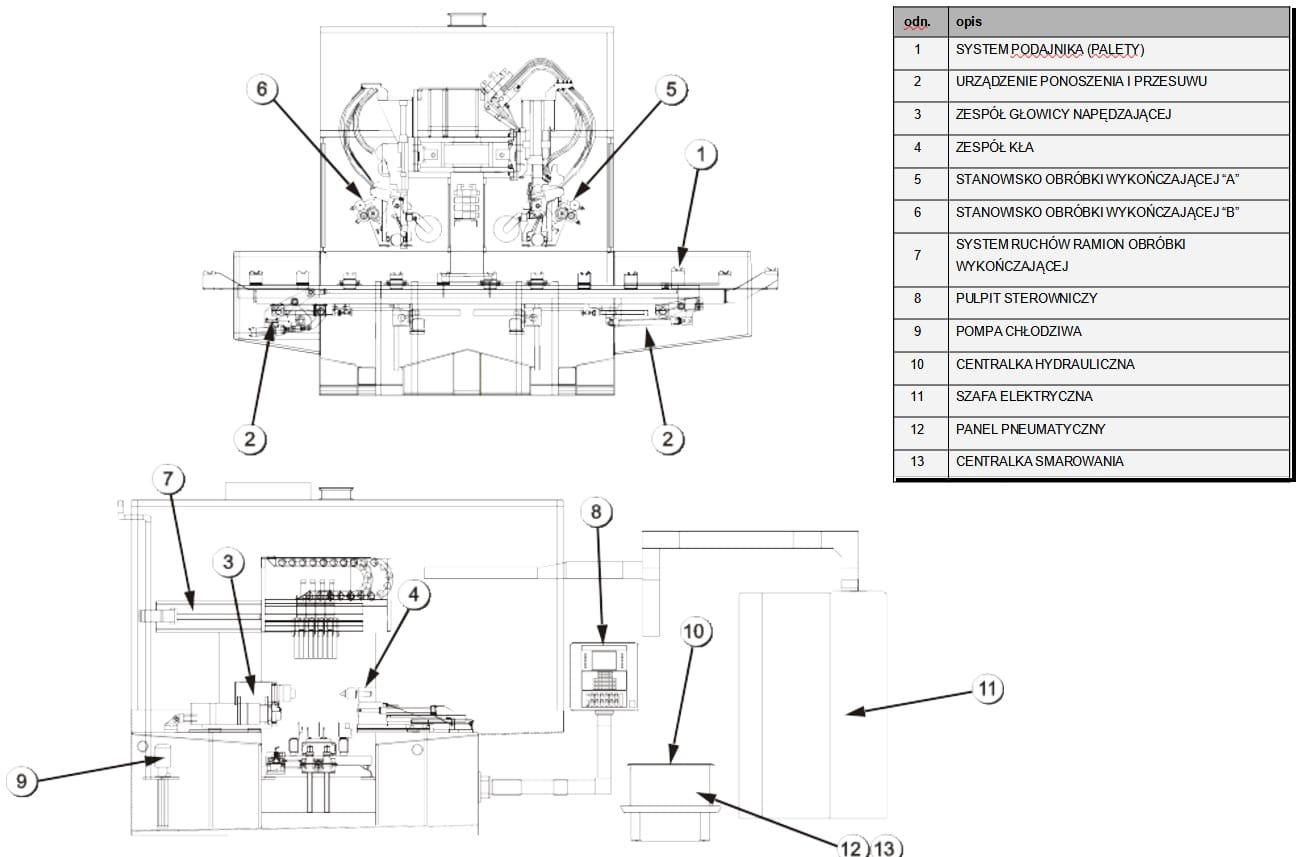







La rectifieuse à bande de vilebrequins NAGEL 2TF6-63K54/10S/NC a été construite en 2002 par la société allemande Nagel Maschinen- und Werkzeugfabrik GmbH. La ligne d’usinage de vilebrequins, équipée d’un contrôleur CNC SIEMENS Sinumerik 840D, est conçue pour la finition des tourillons principaux et des manetons de vilebrequins.
Après le démarrage de l’actionneur, l’unité de levage prend la pièce à usiner dans le chargeur et la place sur la palette de la machine. Le crochet opposé et la tête d’entraînement se déplacent dans la zone d’usinage, et le centrage et la rotation de la pièce par les broches d’étirage ont lieu. Une fois que l’unité de levage et de déplacement est sortie de la zone d’usinage, l’unité de levage retourne en bas et les stations de finition commencent l’usinage.
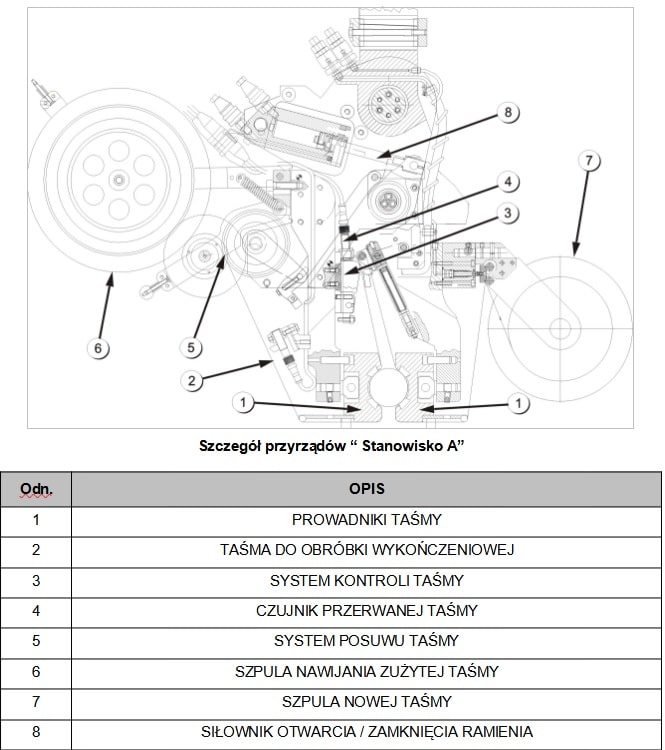
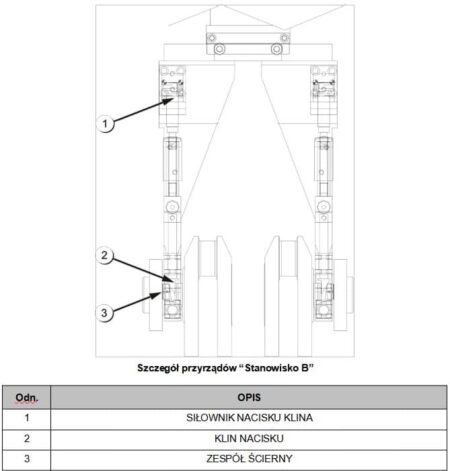
La machine dispose de deux stations de finition – « A » et « B ». La station de finition « A » dispose d’un bras avec 9 glissières de toile de rodage, 4 glissières pour l’usinage des tourillons et 5 glissières pour l’usinage des tourillons, réalisant le premier usinage de la pièce. Au poste de finition « B », le siège du joint, le chanfrein correspondant et le siège du moyeu sont usinés.
Une fois l’usinage terminé, les bras s’ouvrent et l’unité de finition revient à sa position initiale. L’ensemble de levage se déplace vers le haut et le crochet et la tête d’entraînement libèrent la pièce. La palette avec la pièce est ensuite déplacée vers le margeur à la sortie de la machine NAGEL 2TF6-63K54/10S/NC.
Données techniques de la rectifieuse à bande de vilebrequins NAGEL 2TF6-63K54/10S/NC
- Contrôleur CNC : SIEMENS Sinumerik 840D
- Contrôleur PLC : SIEMENS Simatic S7-300
- temps de cycle : 36 sec.
- temps des cycles de finition : 24 sec.
- temps du cycle d’approximation : 12 sec.
- alimentation électrique : 400 V pz ; 50 Hz
- pression de travail : 0,6 Mpa