
 English
English Čeština
Čeština Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe













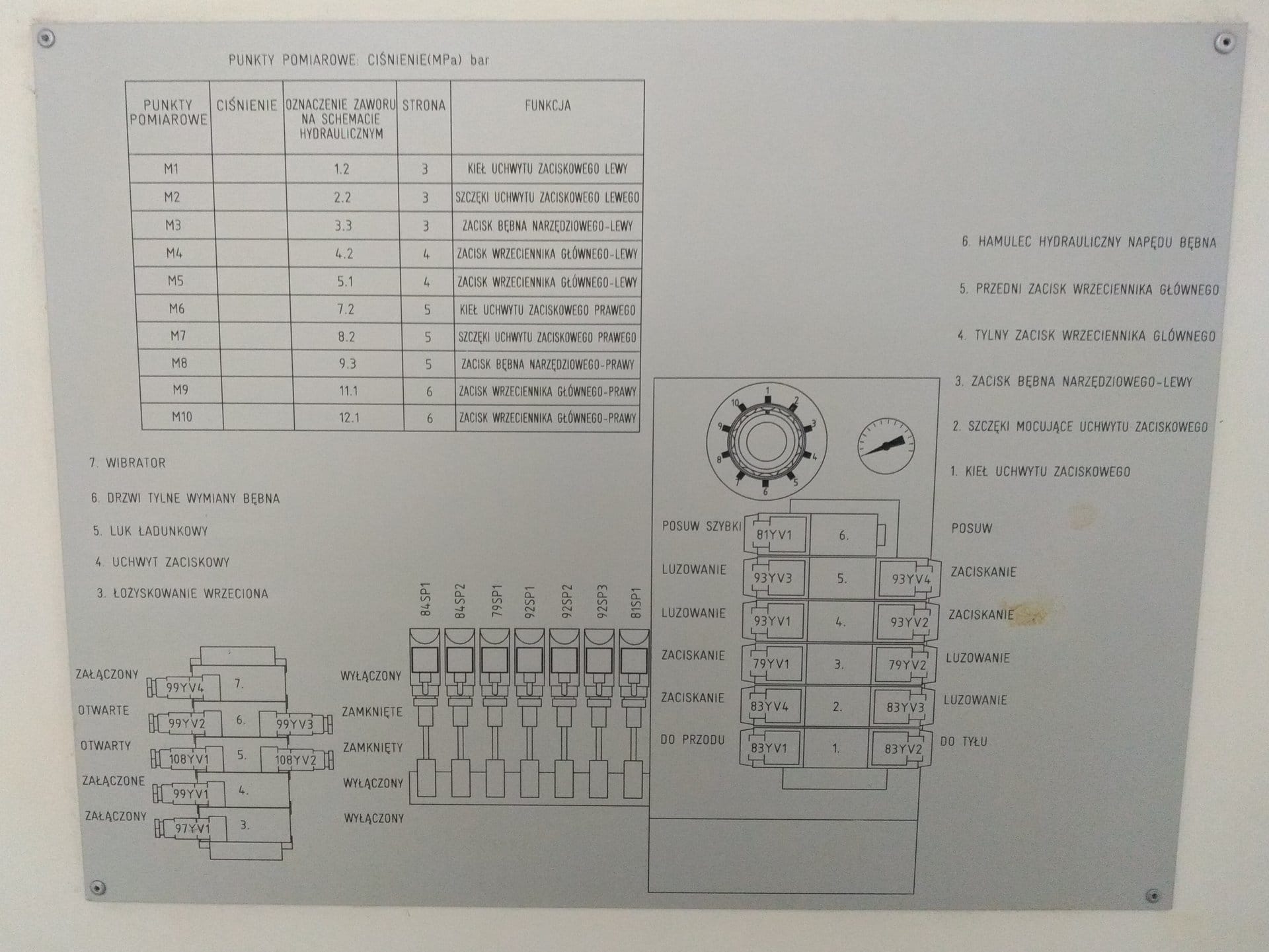
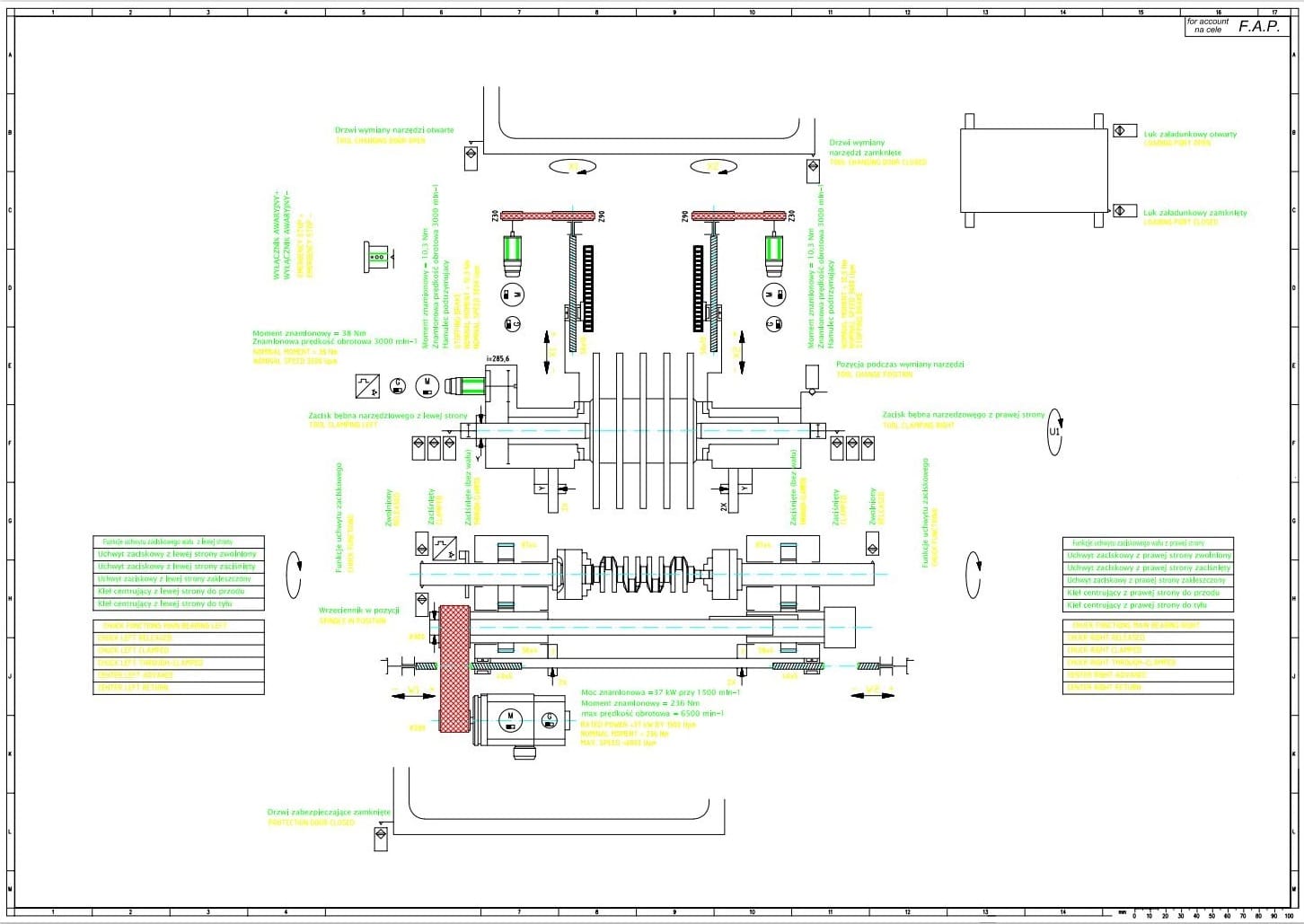
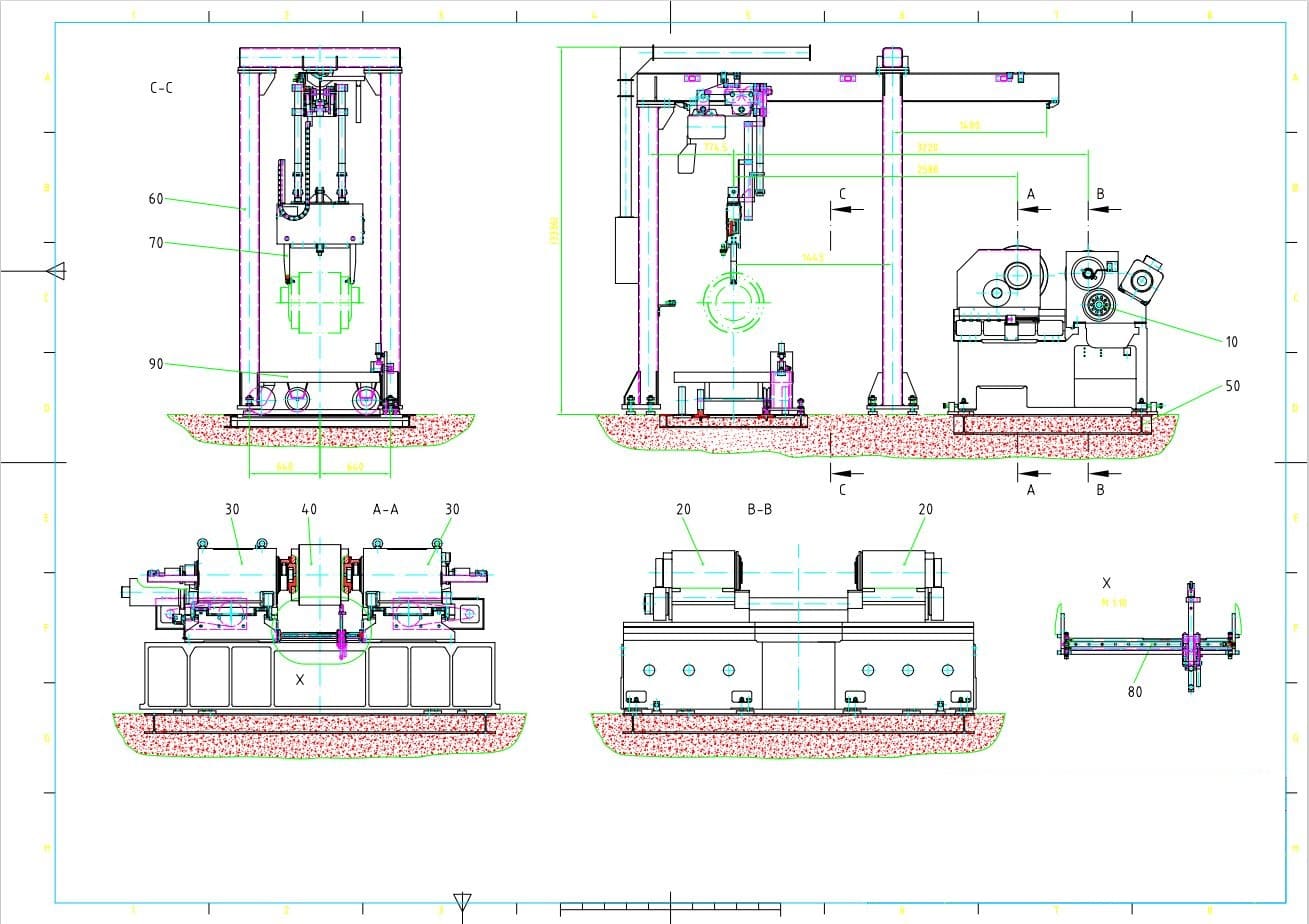
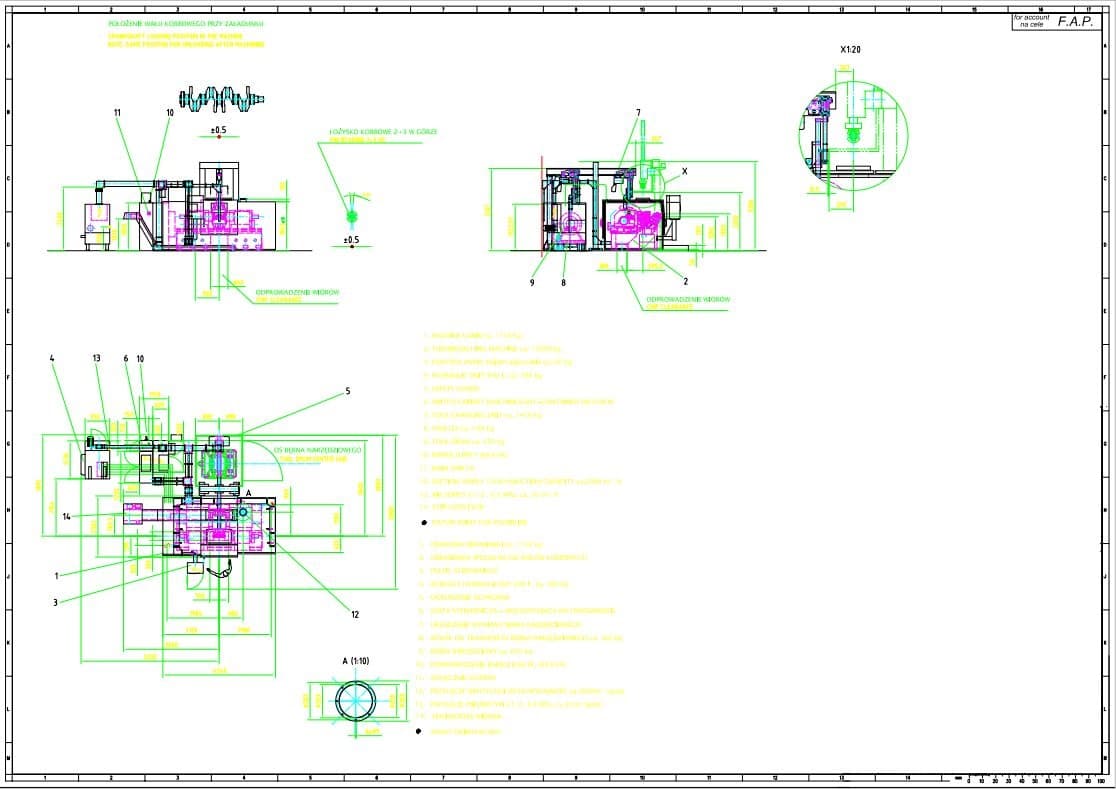















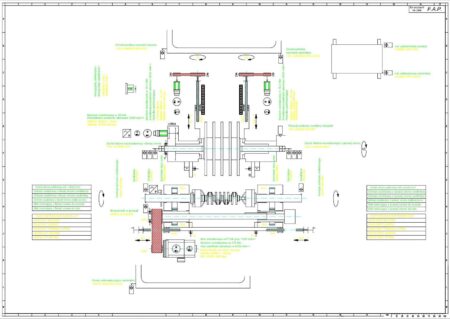
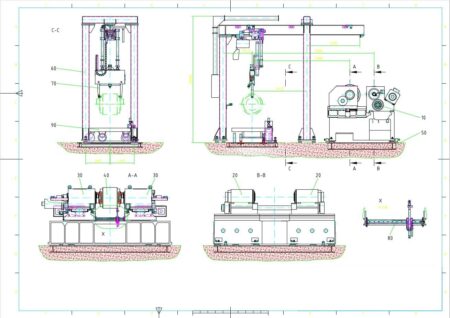


Le tour CNC pour vilebrequins CNC HEGENSCHEIDT DH45 a été fabriquée en 2001 par HEGENSCHEIDT-MFD GmbH & CO. KG en Allemagne. La machine est une machine-outil spécialisée pour l’usinage des métaux. Contrôlé par un contrôleur CNC SIEMENS Sinumerik, il traite le diamètre des paliers principaux des vilebrequins d’une longueur d’env. 406 millimètres. Au moyen du portique de chargement, le vilebrequin non traité est soulevé et inséré dans la machine, où les mandrins de serrage saisissent la pièce et commencent l’usinage. L’usinage débute par des plaquettes de coupe pour l’ébauche qui, au fur et à mesure de l’usinage, sont remplacées par des plaquettes indexables pour la finition. Lorsque le processus est terminé, les pinces s’ouvrent et sont nettoyées avec de l’air comprimé. La trappe de chargement s’ouvre et la machine est déchargée via le portail de chargement. Grâce à la connexion de la machine avec le portail de chargement, le processus d’usinage est entièrement automatique. Le tour CNC pour vilebrequins est enfermée dans un carter de protection qui protège le personnel et empêche les copeaux de s’échapper de la chambre de travail. Le poids total de la machine avec tous ses accessoires est d’env. 7100kg.
Données techniques de le tour CNC pour vilebrequins
– type de vilebrequin : X70 T. 00042.0/2 / 1600 cm3 / 465 39960.1 vilebrequin, moteur 4 cylindres
– nombre de roulements pour usinage simultané : 5
– longueur du vilebrequin : env. 406,6 ± 0,30 mm
– diamètre roulement : Ø51 ± 0,01 mm
– largeur de roulement : 21,12 / 23 ± 0,2 / 24 ± 0,025 mm
– course : 41 mm
– couple maximal : env. 9 000 Nm
– vitesse de rotation de l’alimentation : jusqu’à 7 tr/min
– vitesse de déplacement à grande vitesse : 7 tr/min
– vitesse de course rapide : 10 m/min
– réglage de la poupée côté droit/gauche : manuellement
– diamètre du roulement principal : ± 0,05 mm
– largeur d’appui : ± 0,1 mm
– écart de longueur : ± 0,1 mm
– huile hydraulique : 400 l
– unité de lubrification (lubrifiant solide) : 5,5 kg
– charge d’huile (tête d’attelage) : 21 l
– charge d’huile (lubrification du mandrin) : 6 l
– raccordement air comprimé : min 4 bar, 20 m3/h
– raccordement ventilation : Ø 250 mm, environ 2000 m3/h
– niveau de pression acoustique : 73 dB (A)
– valeur de pression acoustique de crête : 102,5 dB (A)
– moteur principal : 37 kW
– entraînement de l’outil (à 2000 tr/min) : 38 Nm
– entraînement d’avance (à 3000 tr/min) : 10,3 Nm
– moteur hydraulique (à 1500 tr/min) : 4 kW
– moteur de graissage de la poupée : 2x 0,03 kW
– moteur de graissage poignée : 0,07 kW
– branchement secteur : 380 V
– tolérance de tension secteur : ± 6-10%
– fréquence réseau : 50 Hz
– puissance de raccordement : env. 65 kW
– tension de commande : 24 V
– tension auxiliaire : 220V, 50Hz
– Puissance d’entraînement 100 % CW : 37 kW
– plage de vitesse sous charge pendant l’usinage : 20 – 1500 tr/min
– puissance totale installée : 45 kW
– poids total de la machine DH45 avec accessoires : env. 7100kg
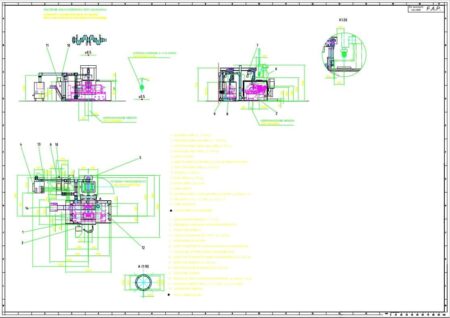
Equipement de la machine DH45 pour vilebrequins
– Contrôle CNC : SIEMENS Sinumerik
– portail de chargement
– appareil de mesure d’outil
– changeur d’outils
– système de préhension pour le tambour de l’outil
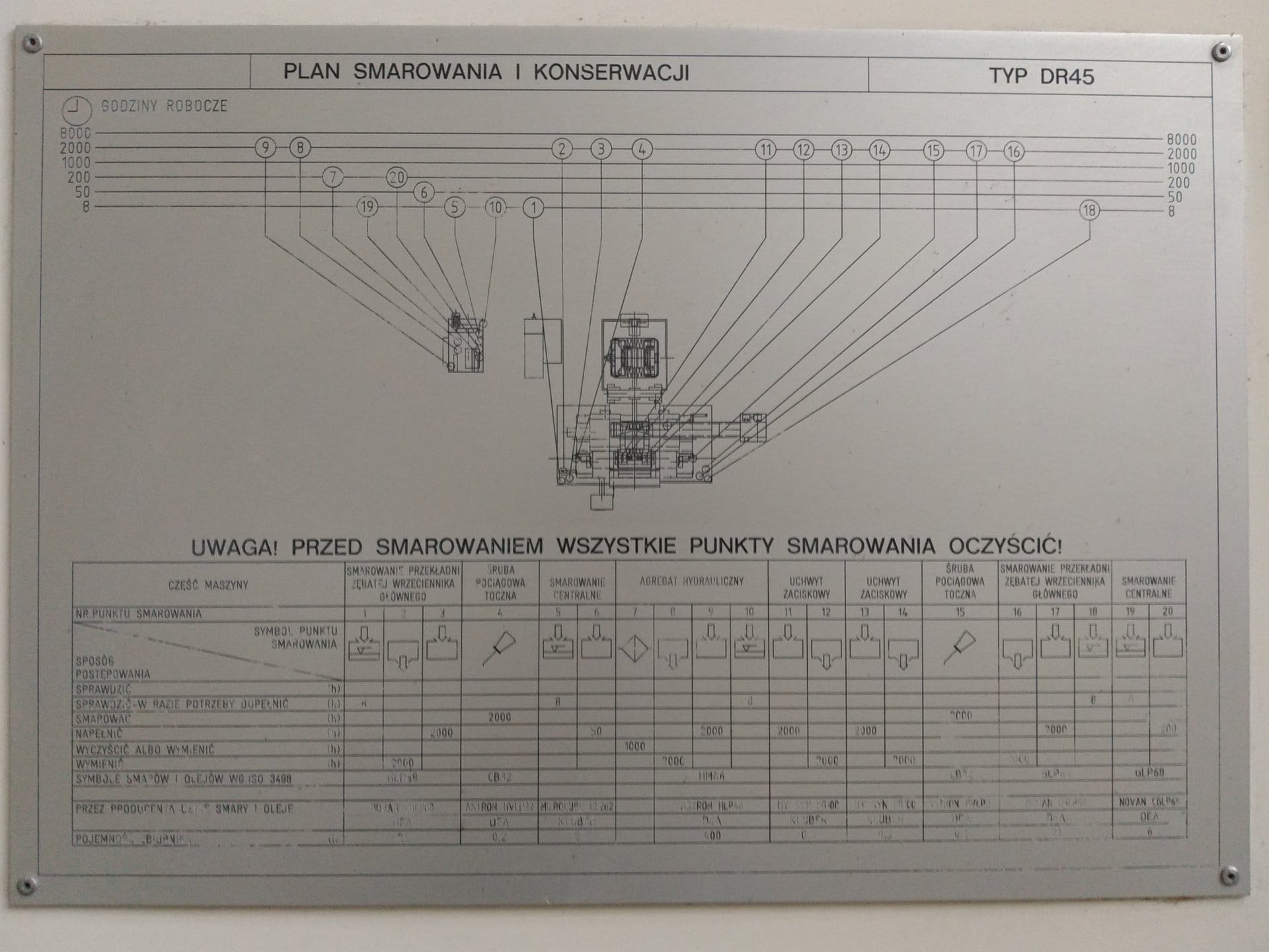
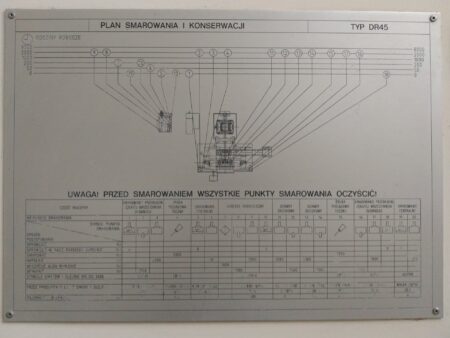
– Système de lubrification
– boîtier de protection
– armoire de commande (2 pièces)
– console
– Unité hydraulique
– chariot de transport
– boîte d’accessoires