
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Türkçe
Türkçe



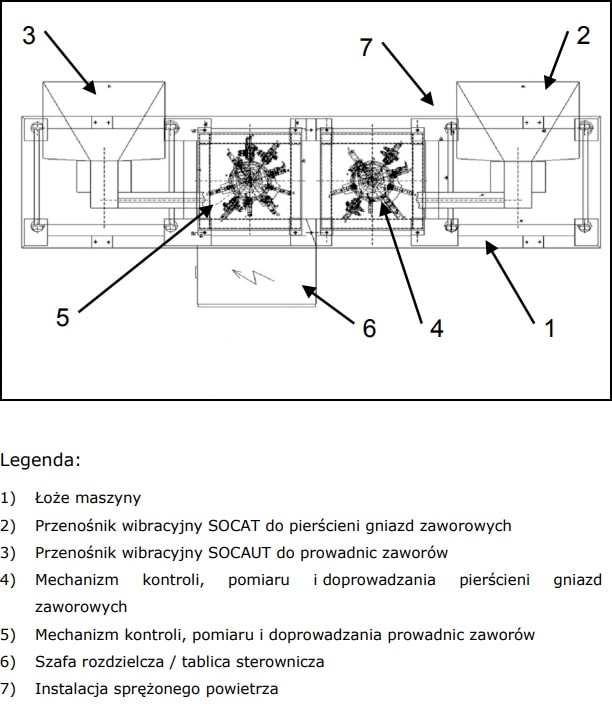




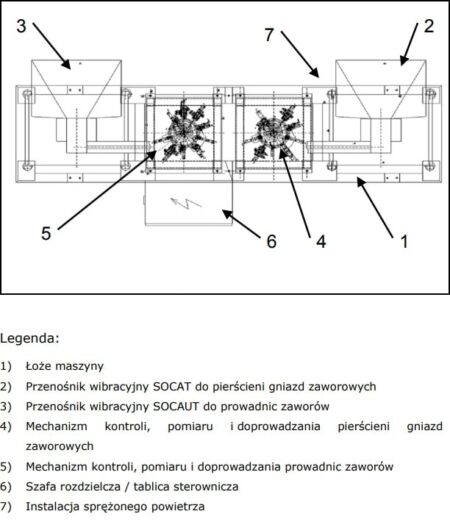


La macchina per l’iniezione dell’anello della sede della valvola ELWEMA è stata prodotta nel 2002 dal marchio tedesco ELWEMA Werkzeug- und Maschinenbau GmbH. La macchina serve a forzare gli anelli delle sedi delle valvole e le guide delle valvole nella testa inferiore del cilindro. La macchina è dotata, tra l’altro, di Sistema di controllo CNC SIEMENS Sinumerik 840D, sistema di lubrificazione con unità di controllo WILLY VOGEL e una serie di meccanismi necessari per il funzionamento della macchina.
Durante il ciclo di lavoro, la macchina inietta gli anelli delle sedi delle valvole e le guide delle valvole in una testa del cilindro alla volta. Il ciclo consiste in due processi – nel primo, due anelli di sede delle valvole raffreddati in azoto liquido vengono premuti simultaneamente, mentre nel secondo, due guide delle valvole vengono premute simultaneamente a temperatura ambiente.
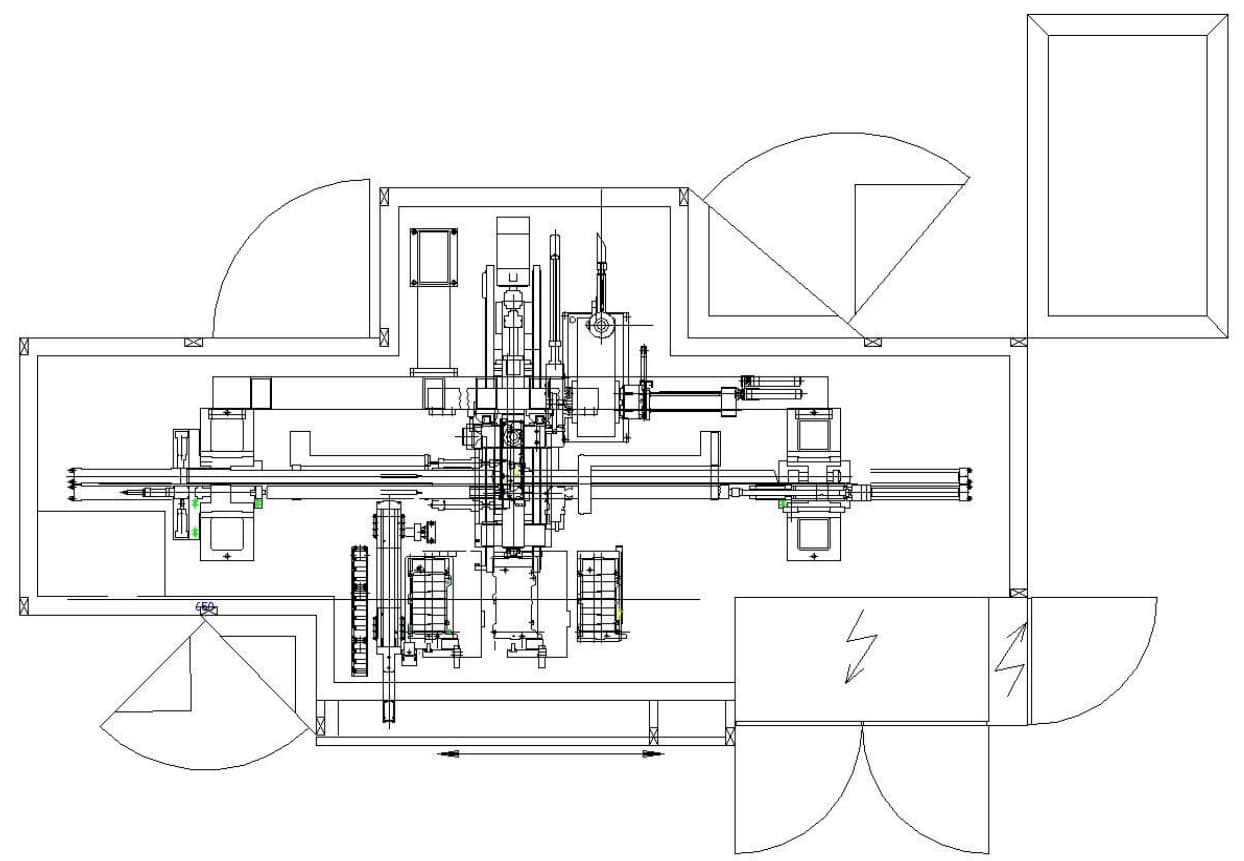
L’inserimento e la rimozione delle teste dei cilindri possono avvenire automaticamente o manualmente. Il processo automatico viene eseguito per mezzo di un meccanismo di sollevamento a portale, dopo che il selettore è stato impostato sulla modalità “caricamento automatico”. La testa del cilindro viene caricata sulla piastra sinistra per la lubrificazione e rimossa dalla piastra destra in posizione di scarico. D’altra parte, l’inserimento e la rimozione delle teste dei cilindri manualmente, viene effettuata per mezzo di un paranco, dopo che la modalità di “caricamento automatico” è stata disattivata con il selettore.
L’alimentazione automatica degli anelli delle sedi delle valvole e delle guide delle valvole ai punzoni di pressatura è possibile con l’aiuto del meccanismo di inserimento e centraggio e del sistema di alimentazione dei pezzi al contenitore sull’elevatore a portale delle teste dei cilindri. Ad ogni carico e scarico, il sollevatore a portale riempie i contenitori sulla macchina ELWEMA.
L’alimentazione manuale degli anelli delle sedi delle valvole e delle guide delle valvole ai punzoni d’iniezione avviene dopo la disattivazione della modalità automatica con il selettore e l’utilizzo di strumenti adatti per la manipolazione degli anelli delle sedi delle valvole e delle guide delle valvole. Un set di anelli e guide delle valvole deve essere caricato per ogni testata installata.
La tavola rotante RT 100-08-240 è montata sul banco della macchina e consiste in un telaio saldato ad arco con supporti in acciaio, una tavola rotante controllata elettromagneticamente con 10 posizioni e una piastra di collegamento. Con ogni azionamento della tavola rotante gli anelli delle sedi delle valvole e le guide delle valvole nonché gli attuatori sulla piastra di collegamento possono essere ruotati di 36° (1/10 di giro).
Parametri tecnici della macchina ELWEMA
- numero di divisioni/comparti del piano rotante: 10
- angolo di rotazione di ogni divisione/partizione: 36 gradi
- altezza di carico degli anelli delle sedi delle valvole e delle guide delle valvole: 1050 mm
- pressione di lavoro: 0.5 Mpa
- consumo di potenza: 11 kW
- tensione di lavoro: 380V
- frequenza: 50 Hz
- dimensioni della macchina (L x W x H): 4350 x 1800 x 2600 mm
- peso: 2500 kg
Attrezzatura della macchina per l’iniezione dell’anello della sede della valvola
- Controllo CNC: SIEMENS Sinumerik 840D
- tavola rotante: RT 100-08-240
- sistema di lubrificazione con unità di controllo: WILLY VOGEL
- sistema di aria compressa: FESTO
- attrezzatura per la marcatura automatica: MARKATOR MV15
- trasportatore vibrante per anelli di sedi di valvole: SOCAUT
- sistema idraulico con meccanismo di controllo perdite GNG
- sistema di misurazione dell’anello della sede della valvola
- manipolatore per l’inserimento e la rimozione degli anelli sede valvola
- Meccanismo di movimentazione della guida della valvola
- Meccanismo di manipolazione dell’anello della sede della valvola
- meccanismo di posizionamento
- meccanismo di posizionamento degli utensili
- meccanismo di sostituzione del punzone di inserimento della guida della valvola
- set di punzoni per l’inserimento dell’anello della sede della valvola
- meccanismo di sostituzione del punzone di inserimento dell’anello della sede della valvola