
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Türkçe
Türkçe



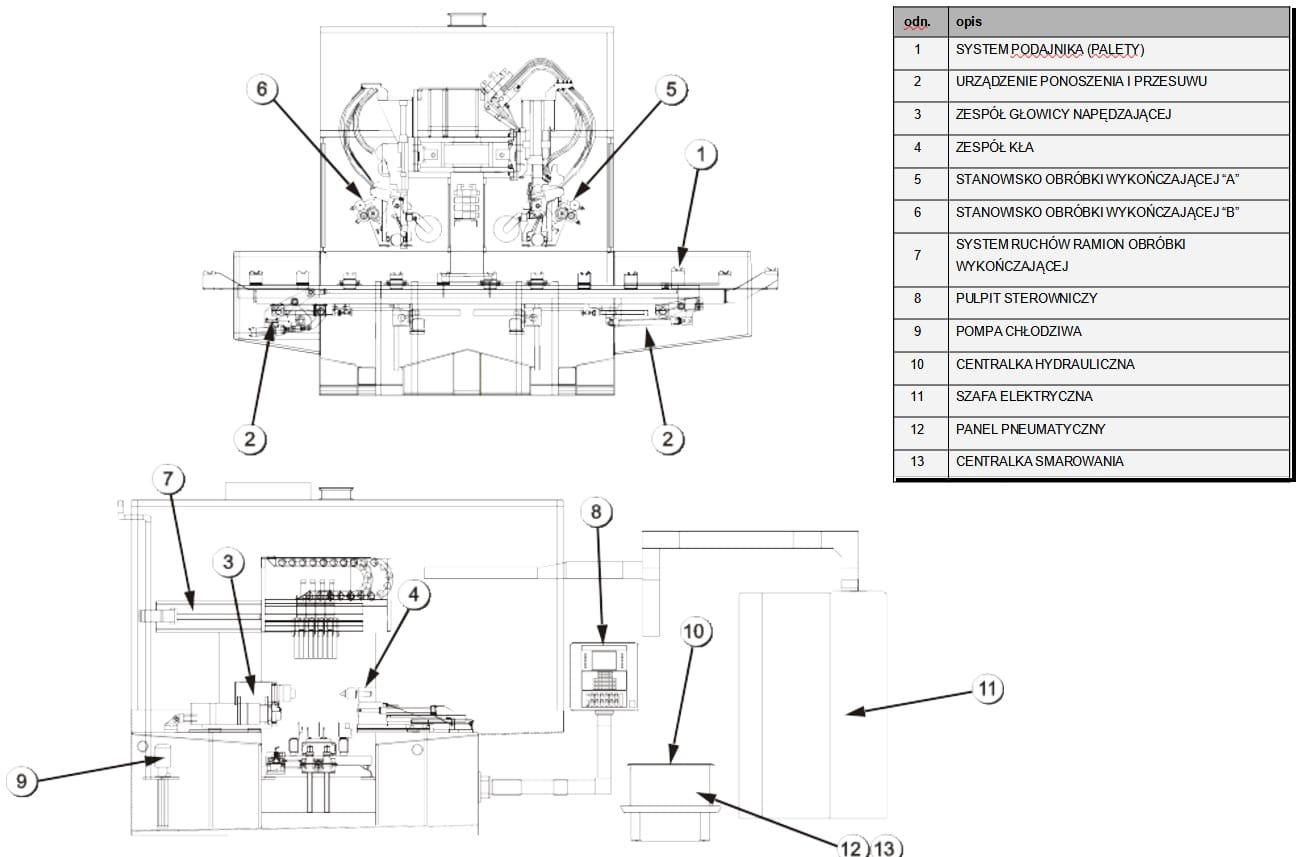







La rettificatrice a nastro per alberi a gomito NAGEL 2TF6-63K54/10S/NC è stata costruita nel 2002 dalla società tedesca Nagel Maschinen- und Werkzeugfabrik GmbH. La linea di lavorazione dell’albero a gomito, dotata di un controllore CNC SIEMENS Sinumerik 840D, è progettata per la finitura dei perni principali dell’albero a gomito e dei perni di manovella.
Dopo l’avvio dell’attuatore, l’unità di sollevamento prende il pezzo dall’alimentatore e lo posiziona sul pallet della macchina. La zanna contrapposta e la testa motrice si spostano nell’area di lavorazione, e il centraggio e la rotazione del pezzo da parte dei perni di trascinamento hanno luogo. Dopo che l’unità di sollevamento e di traslazione è uscita dalla zona di lavoro, l’unità di sollevamento ritorna sul fondo e le stazioni di finitura iniziano la lavorazione.
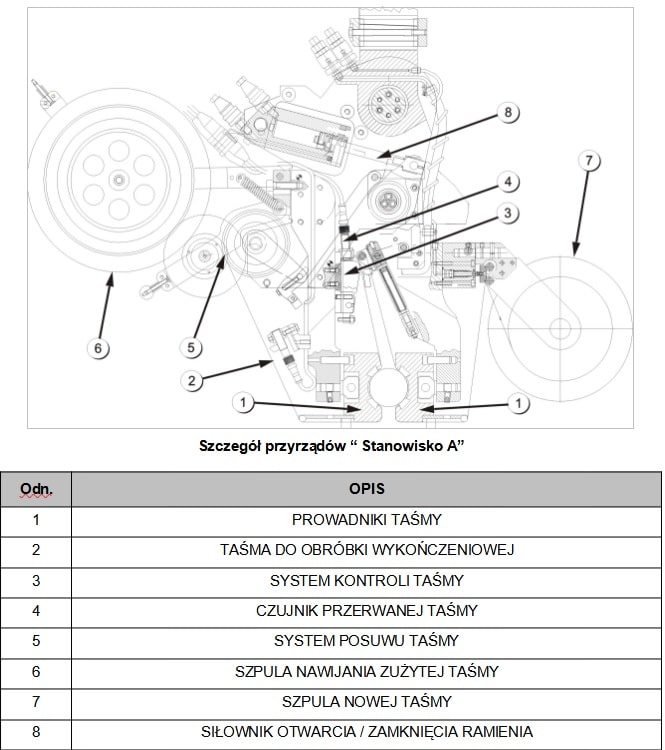
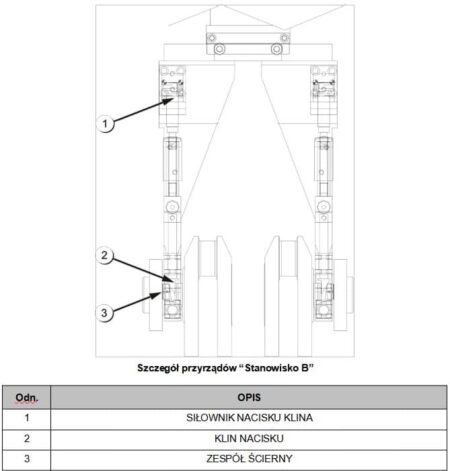
La macchina ha due stazioni di finitura – “A” e “B”. La stazione di finitura “A” ha un braccio con 9 slitte in tessuto lappante, 4 slitte per la lavorazione del perno e 5 slitte per la lavorazione del perno, eseguendo la prima lavorazione del pezzo. Nella stazione di finitura “B” vengono lavorati la sede del sigillante, lo smusso corrispondente e la sede del mozzo.
Quando la lavorazione è terminata, i bracci si aprono e l’unità di finitura ritorna nella sua posizione originale. Il gruppo di sollevamento si sposta verso l’alto e la zanna e la testa motrice rilasciano il pezzo da lavorare. Il pallet con il pezzo viene quindi spostato verso l’alimentatore all’uscita della macchina NAGEL 2TF6-63K54/10S/NC.
Dati tecnici della rettificatrice a nastro per alberi a gomito NAGEL 2TF6-63K54/10S/NC
- Controllore CNC: SIEMENS Sinumerik 840D
- Controllore PLC: SIEMENS Simatic S7-300
- tempo di ciclo: 36 sec.
- tempo di ciclo di finitura: 24 sec.
- tempo di ciclo di approssimazione: 12 sec.
- alimentazione elettrica: 400 V pz; 50 Hz
- pressione di lavoro: 0,6 Mpa