
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe


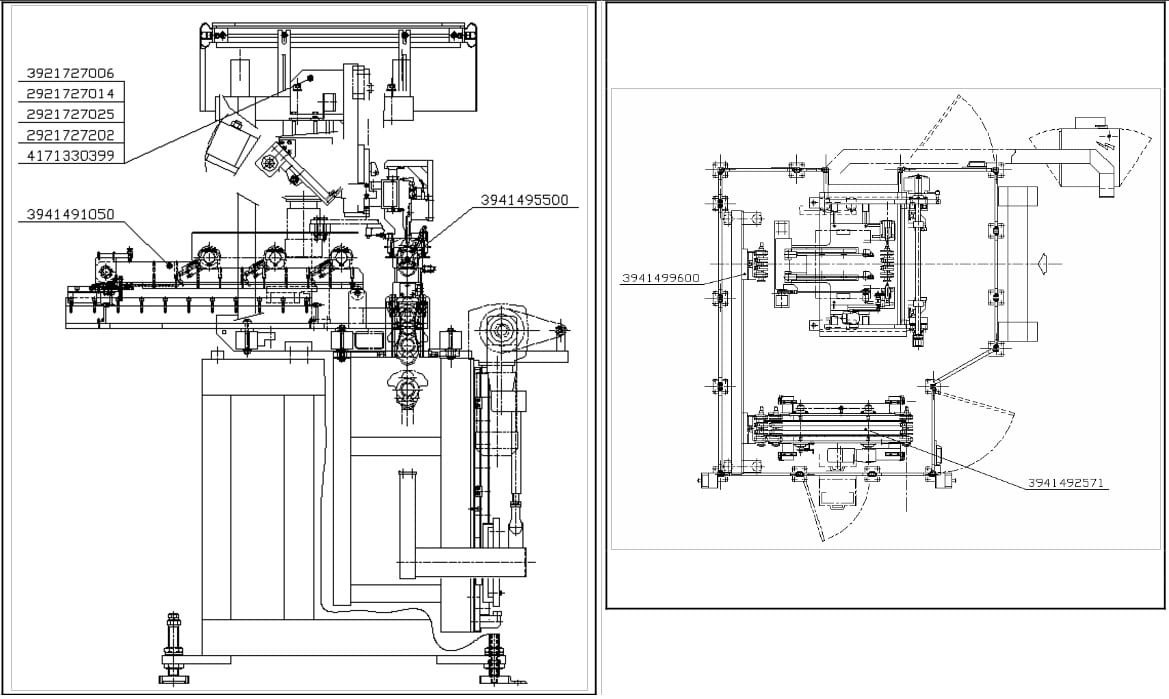






Измерительная машина для коленчатых валов MARPOSS M110 для коленчатых валов была произведена в 2002 году компанией MARPOSS S.p.A. в Италии. Машина предназначена для измерения валов 4-цилиндровых двигателей SDI. Она оснащена контроллером PLC SIEMENS S7-300, каналом для отбракованных деталей вместимостью 10 штук и челночным конвейером, который снимает отбракованные детали с поддонов и помещает их в канал отбраковки.
Измерительная машина MARPOSS M110 выполняет следующие проверки коленчатых валов двигателей:
- измерение диаметров в трех сечениях коренных шеек
- измерение в 1 сечении фланца
- измерение диаметра стержня в 3 сечениях
- измерение концентричности коренных шеек
- измерение концентричности ножки 28-го диаметра
- измерение концентричности хвостовика диаметром 29
- измерение концентричности фланца
- измерение концентричности основных шеек
- измерение цилиндричности основных шеек
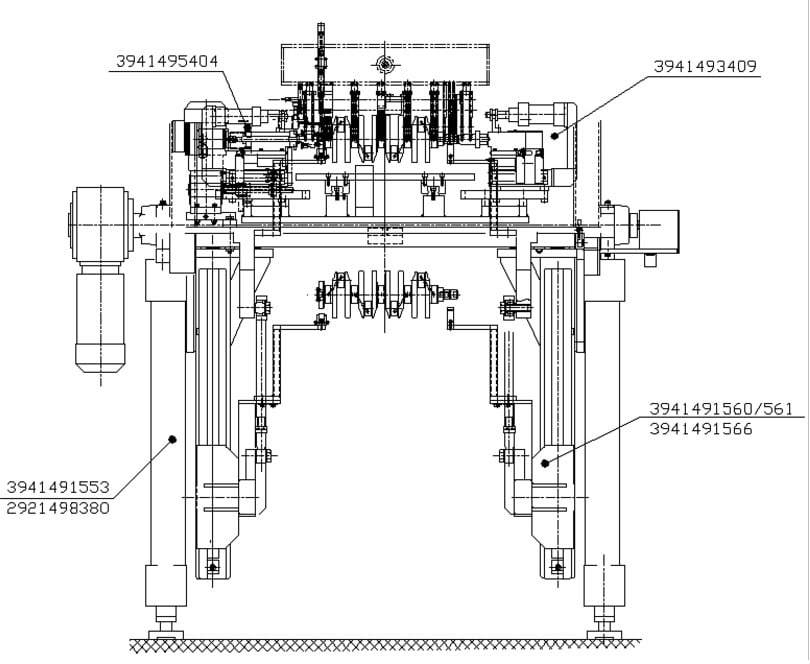
Цикл измерения заготовки на станке M110
Измерения производятся динамическим методом. Один престоп фиксирует поддон с заготовкой под измерительной станцией, а затем лифт поднимает вал двигателя для измерения. Две направляющие, воздействующие на первый кривошип со стороны маховика, всегда направленные вниз (внутрь и наружу), корректируют его угловую ориентацию, гарантируя выравнивание отверстий-штифтов.
Свободный нож и нож с электроприводом закрываются одновременно, поднимая заготовку из «V» подъемника. Штифты, установленные на моторизованном лезвии, входят в соответствующие отверстия на заготовке, чтобы правильно протянуть ее во время вращения. Мотор-редуктор измерительной станции передает измерительные элементы на заготовку, которая приводится во вращение.
После полуоборота заготовки, необходимого для механической настройки аппарата, производятся измерения. Еще одно вращение возвращает заготовку с той же ориентацией, что и при загрузке. Измерительные ячейки снова поднимаются; когда они освобождаются от заготовки, лезвие и контрлезвие поочередно открываются. Заготовка снова падает на «V» элеватора, который перемещает ее обратно на поддон внизу.
Если заготовка хорошая, она продолжает движение по линии. Если же вал классифицируется как дефектный, оправка снова устанавливается на поддон, но останавливается предварительным стопором через 1300 мм после измерительной оси.
В этот момент челнок захватывает вал двигателя с помощью пневматического цилиндра (оправка и фланец), поднимает его с поддона и перемещает с помощью мотор-редуктора в положение «V» канала отбраковки. Затем мотор-редуктор канала отбраковки приводит в действие «V», который подхватывает вал мотора и транспортирует его на 1-ю станцию неподвижного «V» канала отбраковки до его заполнения.
Технические данные машины для измерения коленчатых валов MARPOSS M110
- Контроллер PLC: SIEMENS S7-300
- электронный измерительный прибор: Marposs E9066
- количество измерительных битов: 44
- общее количество измерений: 38
- время цикла обработки заготовки: 22 секунды
- время цикла очистки и калибровки: 42 секунды
- время выгрузки дефектных заготовок: 29 секунд
- тип привода: электромеханический и пневматический
- емкость канала для бракованных заготовок: 10 шт.
- кондиционер: RITTAL SK3203-100
- рабочее давление: 0,45 МПа
- безопасное давление: 0,40 МПа
- напряжение питания: 24 В пост. тока
- средний расход воздуха: 6 Нм3/ч
- напряжение питания: 380 В переменного тока трехфазное
- частота: 50 Гц
- максимальная потребляемая мощность: 5 КВА
- номинальный ток: 7,5 А
- размеры машины MARPOSS M110 (Д x Ш x В): 4400 x 3850 x 2600 мм
- вес машины: 3500 кг