
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Magyar
Magyar Italiano
Italiano Türkçe
Türkçe



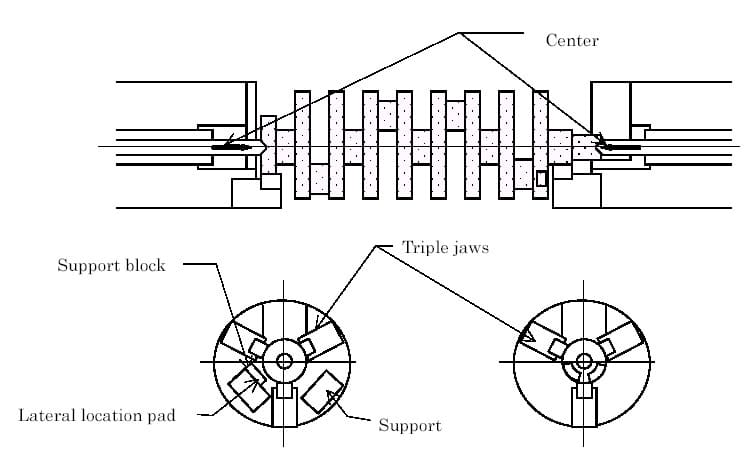






CNC centrum na obrábanie kľukových hriadeľov KOMATSU GPM 200F2-3 bolo vyrobené v roku 2002 v Japonsku. Stroj sa používa na spracovanie kľukových hriadeľov s maximálnou dĺžkou 700 m. Priečny posúvač sa pohybuje pozdĺžne na vodidlách lôžka pomocou AC (striedavého) pohonu. Rukoväť je namontovaná na pracovnej hlave, ktorá je trvalo priskrutkovaná k posteli. Skľučovadlo má strediacu trojčeľusť v puzdre z ocele, ktorá pôsobí upínacou silou 80 kN. Obrábací stroj pracuje v šiestich osiach (X1, X2, Y1, Y2, Z1, Z2) s maximálnymi posuvmi +/- 172,5 mm (pre osi X1 a X2), +/- 95 mm (pre osi Y1 a Y2) a +/- 450 mm (pre osi Z1 a Z2). Osy majú pohon SIEMENS 1FT6 s brzdou Absolute a sú riadené počítačom pomocou CNC ovládača SIEMENS Sinumerik 840D. Rýchle posuvy v osiach X, Y, Z sú 12040 mm/min, 6700 mm/min a 14400 mm/min. Vretená stroja sa otáčajú rýchlosťou 188 ot./min. Obrábací stroj má tiež podperu obrobku, ktorá zabraňuje vibráciám a umožňuje stabilné obrábanie pri obrábaní. Obrábacie centrum GPM 200F2-3 váži 26 000 kg.
Technické údaje stroja pre kľukové hriadele KOMATSU GPM 200F2-3
– CNC riadenie: SIEMENS Sinumerik 840D
– počet riadených osí: 6
– maximálna dĺžka detailu: 700 mm
– minimálny priemer excentra: 210 mm
– minimálny priemer hlavného čapu: ƒ50 mm
– výška stredu skľučovadla: 1280 mm
– maximálny posuv v osiach:
X1: +/- 172,5 mm (nástrojový kel 95 mm)
X2: +/- 172,5 mm (nástrojový kel 95 mm)
Y1: +/- 95 mm
Y2: +/- 95 mm
Z1: +/- 450 mm
Z2: +/- 450 mm
– maximálny rýchly posuv v osiach:
X: 12040 mm/min
Y: 6700 mm/min
Z: 14400 mm/min
– Pohon osi X, Y, Z: SIEMENS 1FT6 s brzdou Absolute
– počet vretien: 2
– výkon motora vretena: 37 kw
– otáčky vretena: 188 ot./min
– rýchlosť rezania 142 m/min
– priemer nástroja: 240 mm
– obrobok stabilný
– hlava obrobku (2 ks.)
– objem nádrže hydraulickej jednotky: 100 l
– napätie: striedavý prúd, 3-fázový, 380V +/- 10%, 50Hz +/- 1Hz
– výška stroja: 2950 mm
– celková hmotnosť stroja GPM 200F2-3: 26 t
Proces obrábania obrobku v KOMATSU GPM 200F2-3
1. Obrobok je zaťažený,
2. Skľučovadlá sú upnuté,
3. osi Z1 a Z2 sa pohybujú,
4. Nástroje sa pohybujú po povrchu (osi X1, X2 a Y1, Y2),
5. Uvoľnenie podpory,
6. Osi Z1 Z2 sa presunú do pokojovej polohy,
7. Uvoľnenie skľučovadla,
8. Vyloženie obrobku.