
 English
English Čeština
Čeština Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe


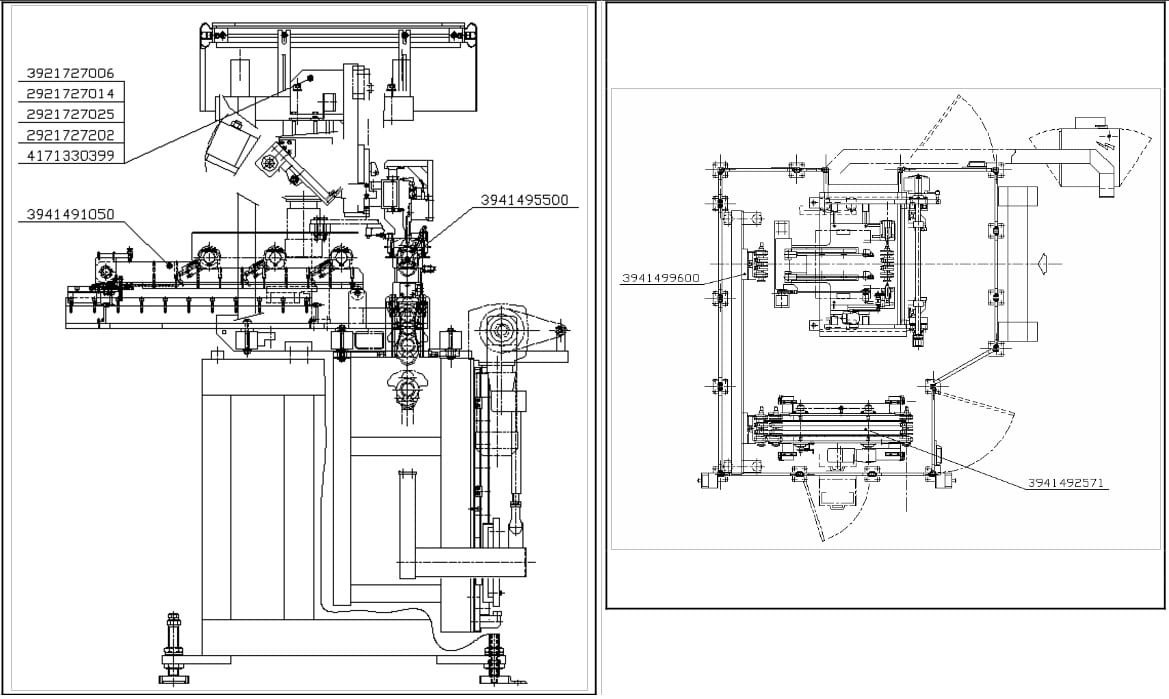






La machine de mesure de vilebrequins MARPOSS M110 a été fabriquée en 2002 par MARPOSS S.p.A. en Italie. La machine est conçue pour mesurer les arbres de moteurs SDI 4 cylindres. Elle est équipée d’un contrôleur PLC SIEMENS S7-300, d’un canal pour les pièces rejetées d’une capacité de 10 pièces et d’un convoyeur navette qui prend les pièces rejetées des palettes et les dépose dans le canal de rejet.
La machine de mesure MARPOSS M110 effectue les contrôles suivants sur les vilebrequins de moteurs :
- mesure des diamètres en 3 sections des tourillons principaux
- mesure en 1 section d’un flasque
- mesure du diamètre de la tige en 3 sections
- mesure de la concentricité des tourillons principaux
- mesure de la concentricité de la tige de 28ème diamètre
- mesure de la concentricité de la tige de diamètre 29
- mesure de la concentricité de la bride
- mesure de la concentricité des principaux tourillons
- mesure de la cylindricité des tourillons principaux
Cycle de mesure de la pièce sur la machine M110
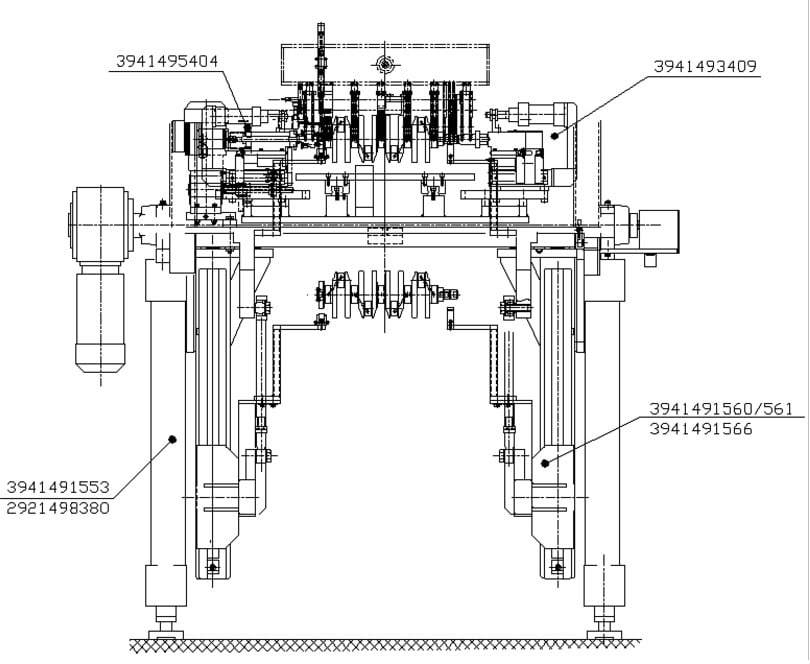
Les mesures sont obtenues par une méthode dynamique. Une précommande bloque la palette avec la pièce sous le poste de mesure, puis l’élévateur soulève l’arbre moteur pour la mesure. Deux guides, qui agissent sur le premier maneton côté volant, toujours orienté vers le bas (entrée et sortie), corrigent son orientation angulaire, garantissant l’alignement du maneton des trous d’entraînement.
La lame libre et la lame motorisée se ferment simultanément en soulevant la pièce du « V » de l’élévateur. Les goupilles placées sur la lame motorisée entrent dans les trous correspondants de la pièce afin de la tirer correctement pendant la rotation. Le motoréducteur de la station de mesure transfère les cellules de mesure sur la pièce, qui est mise en rotation.
Après une demi-rotation de la pièce, nécessaire au réglage mécanique de l’appareil, les mesures sont effectuées. Une autre rotation ramène la pièce dans la même orientation que lorsqu’elle a été chargée. Les cellules de mesure remontent ; lorsqu’elles sont libérées de la pièce, la lame et la contre-lame s’ouvrent à leur tour. La pièce tombe à nouveau sur le « V » de l’élévateur, qui la transfère à nouveau sur la palette du dessous.
Si la pièce est bonne, elle continue le long de la ligne. Si, par contre, elle est classée comme défectueuse, le mandrin est replacé sur la palette mais est arrêté par une pré-sortie 1300 mm après l’axe de mesure.
A ce moment, la navette prend l’arbre moteur au moyen d’un cylindre pneumatique (mandrin et bride), le soulève de la palette et est transporté au moyen d’un motoréducteur vers la référence « V » du canal de rejet. Le motoréducteur du canal de rejet actionne alors le « V », qui reprend l’arbre moteur et le transporte vers la 1ère station du « V » fixe du canal de rejet jusqu’à son remplissage.
Données techniques de la machine de mesure de vilebrequin MARPOSS M110
- contrôleur PLC : SIEMENS S7-300
- instrument de mesure électronique : Marposs E9066
- nombre de bits de mesure : 44
- nombre total de mesures : 38
- temps de cycle de la pièce à usiner : 22 secondes
- durée du cycle de nettoyage et d’étalonnage : 42 secondes
- temps de déchargement des pièces défectueuses : 29 secondes
- type d’entraînement : électromécanique et pneumatique
- capacité du canal pour les pièces défectueuses : 10 pièces.
- climatiseur : RITTAL SK3203-100
- pression de travail : 0,45 MPa
- pression de sécurité : 0.40 MPa
- tension d’alimentation : 24 Vdc
- consommation moyenne d’air : 6 Nm3/h
- tension d’alimentation : 380Vac triphasé
- fréquence : 50 Hz
- consommation maximale d’énergie : 5 KVA
- courant nominal : 7,5 A
- dimensions de la machine MARPOSS M110 (L x l x h) : 4400 x 3850 x 2600 mm
- poids de la machine : 3500 kg