
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch polski
polski Русский
Русский Slovenčina
Slovenčina Italiano
Italiano Türkçe
Türkçe





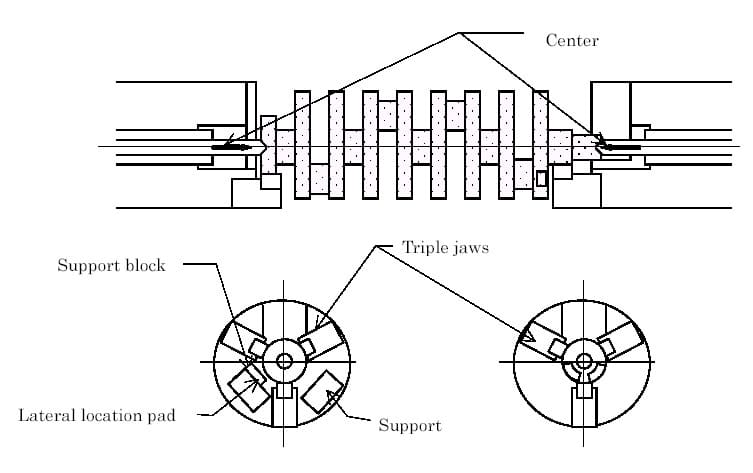






A KOMATSU GPM 200F2-3 CNC megmunkáló központ főtengelyhez 2002-ben Japánban építette a Komatsu Machinery Corp. A gépet legfeljebb 700 mm hosszú főtengelyek feldolgozására használják. A gép munkafejét legyártották és mereven csavarozták az ágyhoz. A fejre öntött acélházban, központosító hármas pofákkal ellátott tokmány van felszerelve, amely 80 kN szorítóerővel működik. A rögzített tartó stabil megmunkálást tesz lehetővé, megakadályozva a vibrációt a részlet vágása során. A keresztszán hosszirányban mozog az ágyvezetőkön egy AC (váltakozó áramú) működtető segítségével. A szerszámgép hat tengelyen (X1, X2, Y1, Y2, Z1, Z2) működik, számítógép által vezérelt SIEMENS Sinumerik 840D CNC vezérlővel. A maximális előtolás +/- 172,5 mm (az X1 és X2 tengelyeknél), +/- 95 mm (az Y1 és Y2 tengelyeknél) és +/- 450 mm (a Z1 és Z2 tengelyeknél). Másrészt a gyors előtolás az X, Y és Z tengelyeken rendre 12 040 mm/perc, 6 700 mm/perc és 14 400 mm/perc. A gép két darab 37 kW-os orsóval van felszerelve, amelyek mindegyike 188 ford./perc sebességgel forog. A GPM 200F2-3 megmunkálóközpont tömege 26 tonna.
A KOMATSU GPM 200F2-3 főtengelyes gép jellemzői
– CNC vezérlés: SIEMENS Sinumerik 840DM
– vezérelt tengelyek száma: 6
– maximális részlethossz: 700 mm
– Minimális excenter átmérő: 210 mm
– a főcsap minimális átmérője: ƒ50 mm
– a tokmány középpontjának magassága: 1280 mm
– Maximális előtolás tengelyekben:
X1: +/- 172,5 mm (szerszámközép 95 mm)
X2: +/- 172,5 mm (szerszámközép 95 mm)
Y1: +/- 95 mm
Y2: +/- 95 mm
Z1: +/- 450 mm
Z2: +/- 450 mm
– maximális gyors előtolás a tengelyekben:
X: 12040 mm/perc
Y: 6700 mm/perc
Z: 14400 mm/perc
– X, Y, Z tengely működtető: SIEMENS 1FT6, Absolute fékkel
– orsók száma: 2
– orsómotor teljesítménye: 37 kw
– Orsó fordulatszám: 188 ford./perc
– vágási sebesség 142 m/perc
– szerszám átmérője: 240 mm
– a munkadarab stabil
– munkadarab fej (2 db)
– hidraulikus egység tartály térfogata: 100 l
– feszültség: váltakozó áram, 3-fázisú, 380V +/- 10%, 50Hz +/- 1Hz
– gépmagasság: 2950 mm
– a GPM 200F2-3 gép össztömege: 26 t
Munkadarab megmunkálásának folyamata KOMATSU GPM 200F2-3-ban
1. A munkadarab be van töltve,
2. A tokmányok rögzítve vannak,
3. A Z1 és Z2 tengelyek mozognak,
4. A szerszámok a felületen mozognak (X1, X2 és Y1, Y2 tengelyek),
5. A támogatás felszabadítása,
6. A Z1 Z2 tengelyek nyugalmi helyzetbe állnak,
7. A tokmány kioldása,
8. A munkadarab kirakodása.