
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe
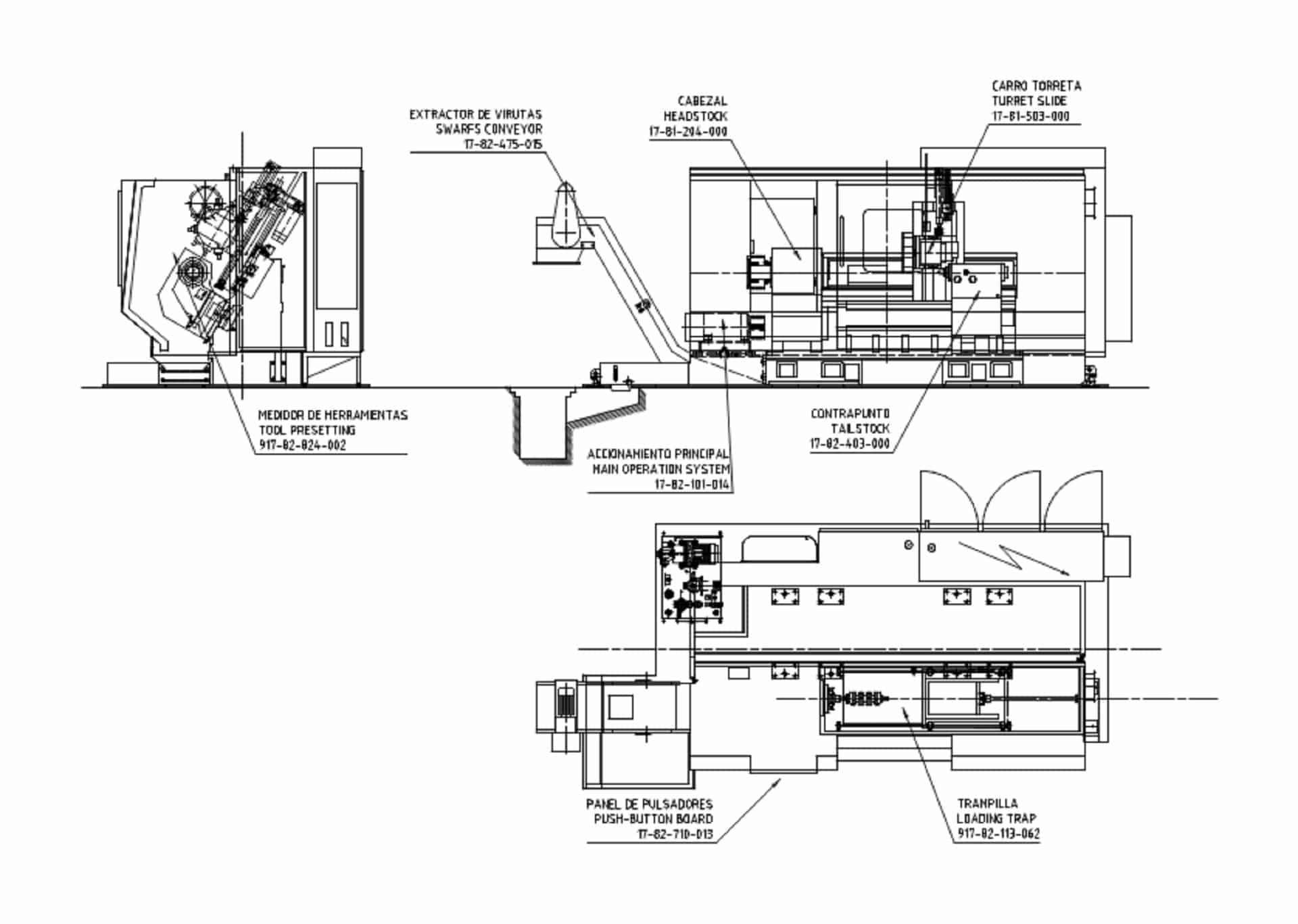



Tokarka CNC DANOBAT NA 750 została wyprodukowana w 2001 roku przez firmę Danobat S. Coop. w Hiszpanii. Maszyna wyposażona w sterowanie CNC SIEMENS Sinumerik, pracuje w dwóch osiach X oraz Z o maksymalnych posuwach wynoszących odpowiednio 255 oraz 520 mm. Posuwy szybkie w osiach wynoszą 20 m/min.
Wrzeciennik tokarki składa się z wrzeciona głównego ułożonego na łożyskach oraz koła pasowego otrzymującego ruch obrotowy. Wrzeciono główne jest napędzane przez silnik główny za pośrednictwem pasa. Końcówka konika ze stożkiem Morse’a MK5 jest wykonana ze stali o podwyższonej twardości, co zapewnia długotrwałe funkcjonowanie. Łożyska wałkowe wrzeciennika oraz łożyska konika smarowane są smarem ISOFLEX SUPER LDS-18 firmy KLUBER.
Obrabiany detal może mieć maksymalnie 700 mm średnicy toczenia nad łożem. Na wyposażeniu maszyny znajduje się również sonda pomiaru narzędzi, stożek Morse’a MK5 oraz głowica DUPLOMATIC, mieszcząca 12 narzędzi. Tokarka CNC NA 750 waży 11,5 t.
Specyfikacja tokarki CNC DANOBAT NA 750
- sterowanie CNC: SIEMENS Sinumerik
- średnica toczenia nad łożem: 700 mm
- maksymalne posuwy w osi X/Z: 255/520 mm
- posuwy szybkie w osi X oraz Z: 20 m/min
- średnica tulei: 120 mm
- zakres ruchu tulei: 100 mm
- końcówka wrzeciona: ASA-8
- stożek: Morse MK5
- optyczny liniał pomiarowy: HEINDENHAIN LS186 ML340
- maksymalna odległość między końcówką wrzeciona, a lewą głowicą narzędziową: 935 mm
- średnica wewnętrzna łożysk wrzeciona: 150 mm
- głowica narzędziowa: DUPLOMATIC
- pojemność głowicy narzędziowej: 12 narzędzi
- zakres ruchu głowicy narzędziowej w osi X: 245 mm
- sonda pomiaru narzędzi
- moc: 45 kW
- waga tokarki: 11500 kg
Głowica narzędziowa automatu tokarskiego DANOBAT
Głowica tokarki NA750 została tak wykonana, aby zapewnić narzędziom dostęp do całej przestrzeni roboczej. Dodatkowo pozwala na łatwą i szybką zmianę narzędzi, co ułatwia pracę operatora. Głowica narzędzi zapewnia maksymalną precyzję powtarzalności ustawień, oraz doskonałą sztywność. Zastosowano w niej sprzęgłowy system ustalania pozycji Couvic-Coupling, który wybiera najkrótsza drogę zmiany narzędzia. Głowice można wyposażyć w 8 lub 12 narzędziowy dysk, dodatkowo dysk może mieć różne średnice otworów na narzędzia.