
 English
English Čeština
Čeština Français
Français Español
Español Deutsch
Deutsch Русский
Русский Slovenčina
Slovenčina Magyar
Magyar Italiano
Italiano Türkçe
Türkçe


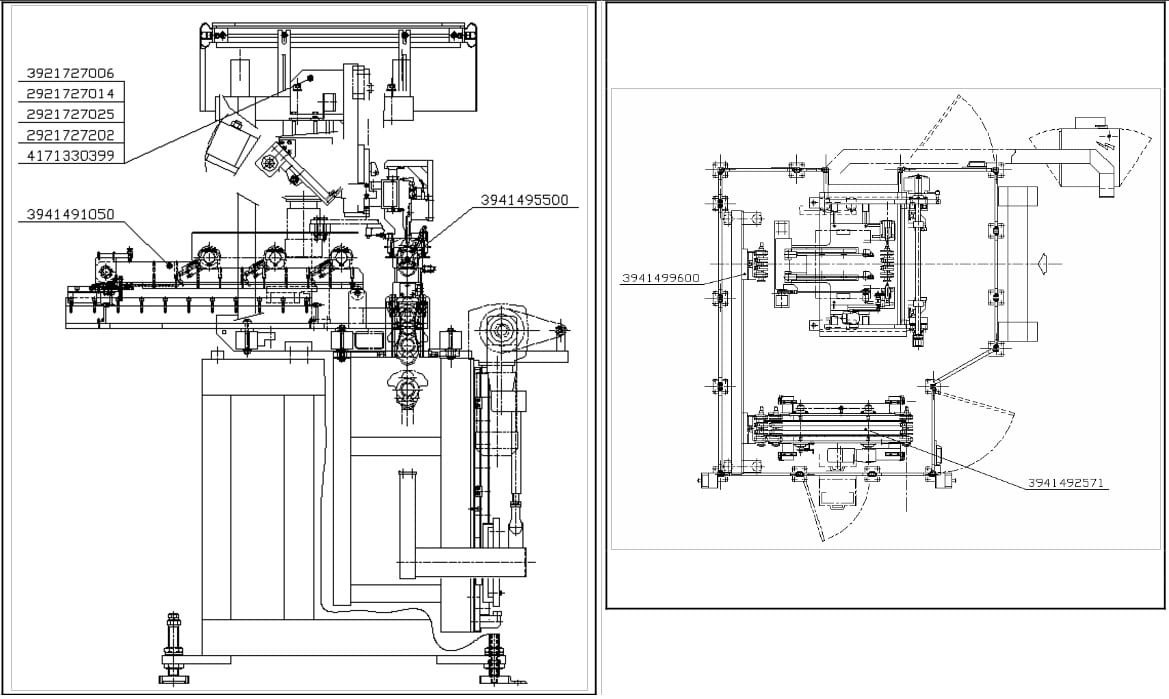






Maszyna pomiarowa do wałów korbowych MARPOSS M110 została wyprodukowana w 2002 roku przez firmę MARPOSS S.p.A. we Włoszech. Maszyna została skonstruowana i służy do dokonywania pomiaru wałów silnika typu SDI 4-cylindrowego. Wyposażona jest w m.in: sterownik PLC SIEMENS S7-300, kanał dla wybrakowanych detali o pojemności 10 sztuk oraz transporter czółenkowy, który pobiera wybrakowane detale z palet składając je w kanale odrzutów.
Maszyna pomiarowa MARPOSS M110 przeprowadza na wałach korbowych silnika następujące kontrole:
- pomiar średnic w trzech przekrojach czopów głównych
- pomiar w 1 przekroju kołnierza
- pomiar w 3 przekrojach średnicy trzpienia
- pomiar współśrodkowości czopów głównych
- pomiar współśrodkowości trzpienia średnicy 28
- pomiar współśrodkowości trzpienia średnicy 29
- pomiar współśrodkowości kołnierza
- pomiar kulistości czopów głównych
- pomiar cylindryczności czopów głównych
Cykl pomiaru detalu w maszynie M110
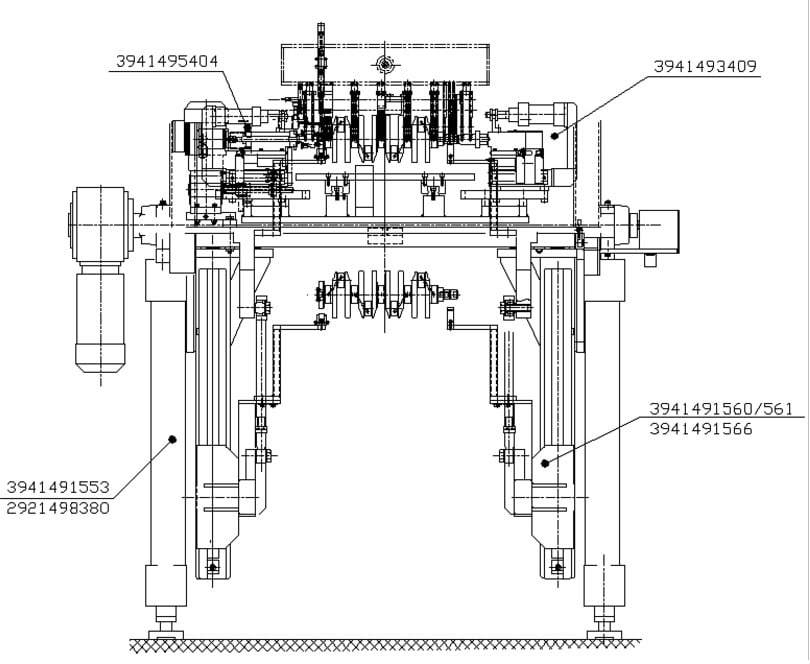
Pomiary są uzyskiwane z wykorzystaniem sposobu dynamicznego. Jeden prestop blokuje paletę z detalem pod stacją pomiarową, a następnie podnośnik podnosi wał silnika na pomiar. Dwie prowadnice, które działają na pierwszy czop korbowy od strony koła zamachowego, skierowanego zawsze ku dołowi (wejście i wyjście), korygują jego ukierunkowanie kątowe, gwarantując wyosiowanie otworów-czopa przeciągania.
Ostrze luźne i ostrze zmotoryzowane zamykają się jednocześnie podnosząc detal z “V” podnośnika. Trzpienie umieszczone na ostrzu zmotoryzowanym wchodzą do odpowiednich otworów na detalu w celu właściwego przeciągnięcia go w czasie rotacji. Motoreduktor stacji pomiarowej przenosi komórki pomiarowe na detal, który zostaje ustawiony w rotacji.
Po półobrocie detalu, koniecznego w celu dopasowania mechanicznego aparatury, zostaje dokonane pobranie pomiarów. Kolejna rotacja zwraca detal z takim samym ukierunkowaniem, jak w momencie załadunku. Komórki pomiarowe ponownie wznoszą się; gdy zostają one uwolnione od detalu, kolejno otwierają się ostrze i przeciwostrze. Detal ponownie opada na “V” podnośnika, który przenosi go z powrotem na znajdującą się poniżej paletę.
Jeżeli detal jest dobry, przechodzi on dalej wzdłuż linii. Jeżeli natomiast wał zostaje sklasyfikowany jako wybrakowany, trzpień zostaje z powrotem wypozycjonowany na palecie, ale zostaje zatrzymany przez prestop 1300 mm po osi pomiarowej.
W tym momencie czółenko pobiera wał silnika za pomocą cylindra pneumatycznego (trzpień i kołnierz), podnosi go z palety i zostaje przetransportowany za pomocą motoreduktora na “V” odniesienia kanału odrzutów. Następnie motoreduktor kanału odrzutów uruchamia “V”, które pobierają wał silnika i transportują go do 1-szej stacji stałych “V” kanału odrzutów aż do jego napełnienia.
Dane techniczne maszyny pomiarowej do wałów korbowych MARPOSS M110
- sterownik PLC: SIEMENS S7-300
- elektroniczny przyrząd pomiarowy: Marposs E9066
- ilość końcówek pomiarowych: 44
- ilość pomiarów ogółem: 38
- czas cyklu detalu: 22 sekundy
- czas cyklu czyszczenia i kalibracji: 42 sekundy
- czas wyładunku wybrakowanych detali: 29 sekund
- typ napędu: elektromechaniczny i pneumatyczny
- pojemność kanału dla wybrakowanych detali: 10 szt.
- klimatyzator: RITTAL SK3203-100
- ciśnienie robocze: 0.45 MPa
- ciśnienie bezpieczeństwa: 0.40 MPa
- napięcie zasilania: 24 Vdc
- średnie zużycie powietrza: 6 Nm3/h
- napięcie zasilania: 380Vac trzyfazowe
- częstotliwość: 50 Hz
- maksymalna pobierana moc: 5 KVA
- prąd nominalny: 7,5 A
- wymiary maszyny MARPOSS M110 (dł. x szer. x wys.): 4400 x 3850 x 2600 mm
- waga maszyny: 3500 kg